









Injection Mold Guide: Components, Types, and How It Works
Injection mold systems are precision tools used to shape molten plastic into repeatable parts during injection molding production. A typical injection mold includes the cavity, core, runner system, cooling channels, and ejector components. Mold type, material selection, and cooling design directly affect part quality, production speed, tooling cost, and mold lifespan.
An injection mold determines how a plastic part looks, fits, and performs. Even small tooling decisions can affect cycle time, defect rates, and long-term production cost. This guide explains how injection molds work, what components matter most, and how manufacturers choose the right mold setup for different production goals.
What is an injection mold?
An injection mold is a precision tooling system used to shape molten plastic into repeatable parts during injection molding. The mold controls the part’s final shape, dimensions, surface finish, and production consistency.
An injection mold is the custom-built tool installed inside an injection molding machine. Molten plastic flows into the mold cavity under pressure, cools into shape, and then ejects as a finished part. The same mold can produce thousands or even millions of identical components when maintained correctly.
The mold itself contains several engineered systems that control material flow, cooling, alignment, and part release. That’s why tooling quality has such a strong impact on production efficiency and defect prevention.
If you’re new to the manufacturing process, this plastic injection molding guide explains the broader molding workflow and machine operation in more detail.
For a technical overview of molding fundamentals, the TWI Global injection molding overview provides a useful industry reference.
How does an injection mold work during production?
Injection molds work by receiving molten plastic under pressure, cooling the material inside a precision cavity, and ejecting the finished part after solidification. The process repeats rapidly for high-volume production.
The process starts with plastic pellets melting inside the injection molding machine barrel. The machine pushes the molten plastic into the mold cavity through a runner and gate system. Once the cavity fills, the mold holds pressure while the material cools and hardens.
Cooling time matters more than many buyers expect. A poorly designed cooling layout can slow production dramatically and increase warping or shrinkage issues. In high-volume manufacturing, even a few seconds added to cycle time can affect overall production cost.
Injection phase
During injection, the mold must stay tightly clamped to handle pressure. The cavity and core shape the plastic into its final geometry. Gates control how material enters the part, while runners distribute material through the mold.
A consumer electronics housing with thin walls, for example, often requires balanced flow paths to prevent cosmetic marks and incomplete filling.
Cooling and ejection phase
After cooling, ejector pins push the part out of the mold. The mold then closes again, and the cycle repeats. Efficient cooling design helps reduce downtime and improve production speed.
This Protolabs moldability guide explains how moldability and cooling design affect manufacturing performance.
For a broader explanation of production flow, see this injection molding process guide.
What are the main components of an injection mold?
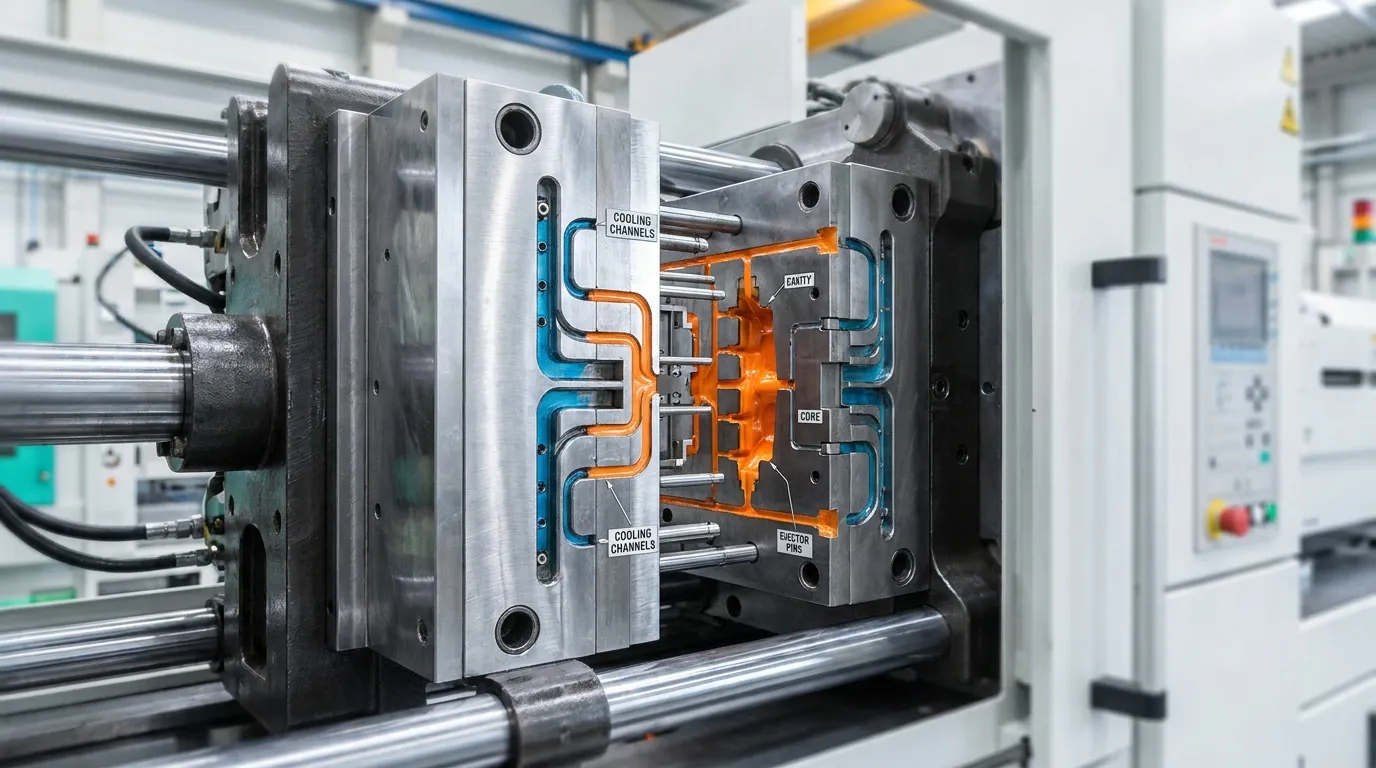
Injection mold components work together to control plastic flow, cooling, alignment, and part ejection. Core systems include the cavity, runner system, ejectors, cooling channels, and guide mechanisms.
Every injection mold includes several mechanical systems that must work together with tight precision. If one area fails, the entire molding process can suffer from defects, downtime, or inconsistent dimensions.
| Component | Function | Why It Matters |
|---|---|---|
| Cavity | Forms the outer shape of the part | Controls dimensions and surface finish |
| Core | Creates internal features | Affects fit and structural geometry |
| Runner system | Directs molten plastic flow | Impacts filling balance |
| Gate | Entry point into the cavity | Influences weld lines and marks |
| Cooling channels | Removes heat from the mold | Reduces cycle time |
| Ejector pins | Push finished parts out | Prevents sticking and damage |
| Guide pins | Align mold halves | Maintains precision during clamping |
Cooling channels often receive less attention than cavities or gates, but they directly affect production efficiency. A redesigned cooling layout can shorten cycle time significantly during high-volume production runs.
For example, a medical component with tight tolerances may require advanced cooling paths and hardened steel inserts to maintain dimensional stability across long production runs.
This mold components overview provides a deeper look at individual tooling systems and their engineering roles.
For additional mold construction details, the Injection Mold Construction reference offers a useful technical resource.
What are the different types of injection molds?

Different injection mold types are designed for different production needs. Simpler molds reduce tooling cost, while advanced systems like hot runner molds improve cycle efficiency and reduce material waste.
Manufacturers select mold types based on production volume, part complexity, gating requirements, and budget. Some molds focus on lower tooling cost, while others prioritize faster production and reduced scrap.
Two-plate vs three-plate molds
A two-plate mold uses a single parting line and simpler runner system. It works well for many standard plastic parts and usually costs less to manufacture.
A three-plate mold adds an extra plate that allows more flexible gate placement. This helps with complex geometries and automatic runner separation, but it also increases tooling complexity and maintenance requirements.
| Mold Type | Best For | Main Advantage | Main Drawback |
|---|---|---|---|
| Two-plate mold | Standard production parts | Lower tooling cost | Limited gate placement |
| Three-plate mold | Complex gating layouts | Better gate flexibility | Higher maintenance |
| Hot runner mold | High-volume production | Less material waste | Higher upfront cost |
| Multi-cavity mold | Large production runs | Higher output per cycle | More balancing complexity |
Hot runner molds are not always the best choice. They improve material efficiency, but simpler cold runner systems are often safer for lower production volumes or products with frequent material changes.
A low-volume prototype project, for instance, may benefit more from a simpler tooling design with lower upfront investment.
This industry mold applications guide explains how different mold setups fit various industries and product categories.
Which materials are used to make injection molds?
Steel molds are preferred for long production runs and tight tolerances, while aluminum molds reduce tooling cost and speed up prototyping. Material selection depends on production volume, part complexity, and expected mold lifespan.
Tool steel is the most common mold material for long-term production. Hardened steel handles high injection pressure, abrasive materials, and repeated cycles better than softer metals. It’s commonly used for automotive, medical, and industrial production programs.
Aluminum molds are lighter and easier to machine. That makes them useful for prototyping, bridge tooling, and shorter production runs where speed matters more than maximum lifespan.
| Material | Best Use | Strength | Limitation |
|---|---|---|---|
| Hardened steel | Long production runs | High durability | Higher cost |
| Pre-hardened steel | Medium-volume tooling | Easier machining | Shorter lifespan |
| Aluminum | Prototypes and low-volume runs | Faster lead time | Lower wear resistance |
Aluminum molds reduce lead time and tooling cost, but steel molds are usually the better long-term investment for high-volume production. A medical connector produced in large quantities may justify hardened steel tooling because dimensional consistency matters over millions of cycles.
How long does injection mold production take?

Injection mold lead times commonly range from several weeks to several months depending on mold complexity, cavity count, tooling revisions, and validation requirements.
Lead time depends on more than machining speed. Mold design reviews, material sourcing, sampling, and validation testing all affect delivery schedules. Complex multi-cavity molds naturally take longer because they require tighter balancing and additional machining steps.
A simple prototype mold may move from design approval to sampling quickly. A multi-cavity production tool for consumer electronics can take much longer due to cosmetic requirements and repeated validation testing.
Factors that delay mold delivery
- Design revisions after steel cutting
- Delays sourcing specialty tool steel
- Additional sampling requests
- Mold flow or cooling corrections
- International shipping and customs delays
Faster tooling timelines are not always a positive sign. Aggressive schedules can reduce testing time and increase production issues later.
| Production Stage | Typical Focus |
|---|---|
| Design approval | DFM review and part validation |
| CNC machining | Mold base and cavity manufacturing |
| Assembly | Installing components and systems |
| Sampling | Producing initial test parts |
| Validation | Dimensional and cosmetic checks |
This EvokPoly lead time guide explains how tooling complexity affects scheduling. The Fictiv manufacturing trends article also highlights how automation and digital validation are changing mold production workflows.
What problems can affect injection molds?
Injection molds can develop production problems from wear, cooling imbalance, alignment issues, or poor maintenance. Many defects start small and become expensive only after production volumes increase.
Flash happens when molten plastic escapes along the mold parting line. Short shots occur when the cavity does not fill completely. Uneven cooling can also create warping, sink marks, or dimensional instability.
Mold maintenance basics
Regular maintenance helps prevent unexpected downtime and part inconsistency. Most production teams monitor wear surfaces, cooling channels, ejector systems, and alignment components during scheduled inspections.
A high-volume packaging mold, for example, may require more frequent cleaning because resin buildup can affect gate performance and filling consistency.
Common mold issue checklist
- Flash around the part edge
- Short shots or incomplete filling
- Cooling imbalance
- Worn ejector pins
- Mold alignment drift
- Gate blockage
- Surface scratches or marks
This precision mold components guide explains how individual tooling systems influence mold precision and maintenance planning.
How do manufacturers choose the right injection mold design?
Choosing the right mold design depends on production volume, material selection, part geometry, and long-term cost goals. The best tooling setup is usually the one that balances reliability, cycle efficiency, and maintenance needs.
A low-volume consumer product may use aluminum tooling to reduce launch cost and shorten development time. A medical device component with strict tolerances often requires hardened steel tooling and tighter validation procedures.
Injection mold type comparison table
| Production Need | Recommended Mold Setup | Why It Fits |
|---|---|---|
| Prototype parts | Aluminum mold | Faster turnaround |
| Medium production | Two-plate steel mold | Balanced cost and durability |
| High-volume packaging | Hot runner multi-cavity mold | Faster cycle efficiency |
| Tight-tolerance medical parts | Hardened steel mold | Better dimensional stability |
| Cosmetic electronics housing | Multi-cavity balanced runner system | Improved visual consistency |
Part geometry also changes tooling strategy. Thin-wall electronics housings often require balanced runner layouts and advanced cooling control. Deep ribs, undercuts, or textured surfaces may increase tooling complexity and maintenance requirements.
Manufacturers also evaluate long-term operating cost. A cheaper mold can become expensive later if cycle times stay slow or maintenance needs increase.
This injection mold applications guide shows how tooling decisions vary across industries and product categories.
What to Do Next
An injection mold affects far more than part shape. It influences production speed, maintenance needs, defect rates, and long-term manufacturing cost. That’s why mold design decisions should match the product’s production goals instead of focusing only on upfront tooling price.
If you're comparing mold options, start by defining production volume, material requirements, and quality expectations first. Then review cooling strategy, cavity layout, and mold material selection with your supplier. A well-designed injection mold usually saves far more money during production than it costs during tooling development.
Frequently Asked Questions
What is an injection mold used for?
An injection mold is used to manufacture repeatable plastic parts by shaping molten material inside a precision cavity. It’s widely used for automotive, electronics, medical, and consumer products that require consistent dimensions and high production volume.
What are the main parts of an injection mold?
The main parts include the cavity, core, runner system, gate, cooling channels, ejector system, and guide components. Each system controls how plastic flows, cools, aligns, and releases during production.
What is the difference between a two-plate and three-plate mold?
A two-plate mold uses one parting line and a simpler runner system, while a three-plate mold adds a separate runner plate for flexible gate placement. Three-plate molds improve gating control but increase tooling complexity and maintenance.
How long does it take to build an injection mold?
Injection mold production can take several weeks to several months depending on complexity, cavity count, testing requirements, and design revisions. Large production tools usually require longer validation and sampling stages.
Why are injection molds expensive?
Injection molds require precision machining, engineered cooling systems, hardened materials, and detailed testing. Higher cavity counts, tight tolerances, and complex part geometries increase tooling cost significantly.
How many parts can one injection mold produce?
Mold lifespan depends on tooling material, maintenance quality, and production conditions. Hardened steel molds can often produce hundreds of thousands or even millions of cycles when maintained properly.
Share:


Written By miashuvo
NEWS
GET SERVICE
With quality parts to meet every budget and friendly staff trained to make your visit informative and hassle free.