









Injection Mold Guide: Components, Types, and How It Works
Injection mold systems are precision tools used to shape molten plastic into repeatable production parts. A typical injection mold includes cavities, cores, cooling channels, runners, and ejector systems that control part quality, cycle time, and durability. Understanding mold components, mold types, lead times, and maintenance requirements helps manufacturers reduce defects, improve consistency, and make better tooling decisions.
An injection mold affects far more than part shape. It influences production speed, dimensional accuracy, maintenance costs, and long-term manufacturing stability. A well-built mold can run for years with consistent output, while a poorly designed one can create delays, defects, and expensive downtime. This guide explains how injection molds work, which components matter most, and what buyers should understand before starting a tooling project.
What is an injection mold?

An injection mold is a precision tool used to shape molten plastic into finished parts during the injection molding process. It contains cavities, cores, cooling channels, and ejection systems that control part shape, surface quality, and production consistency.
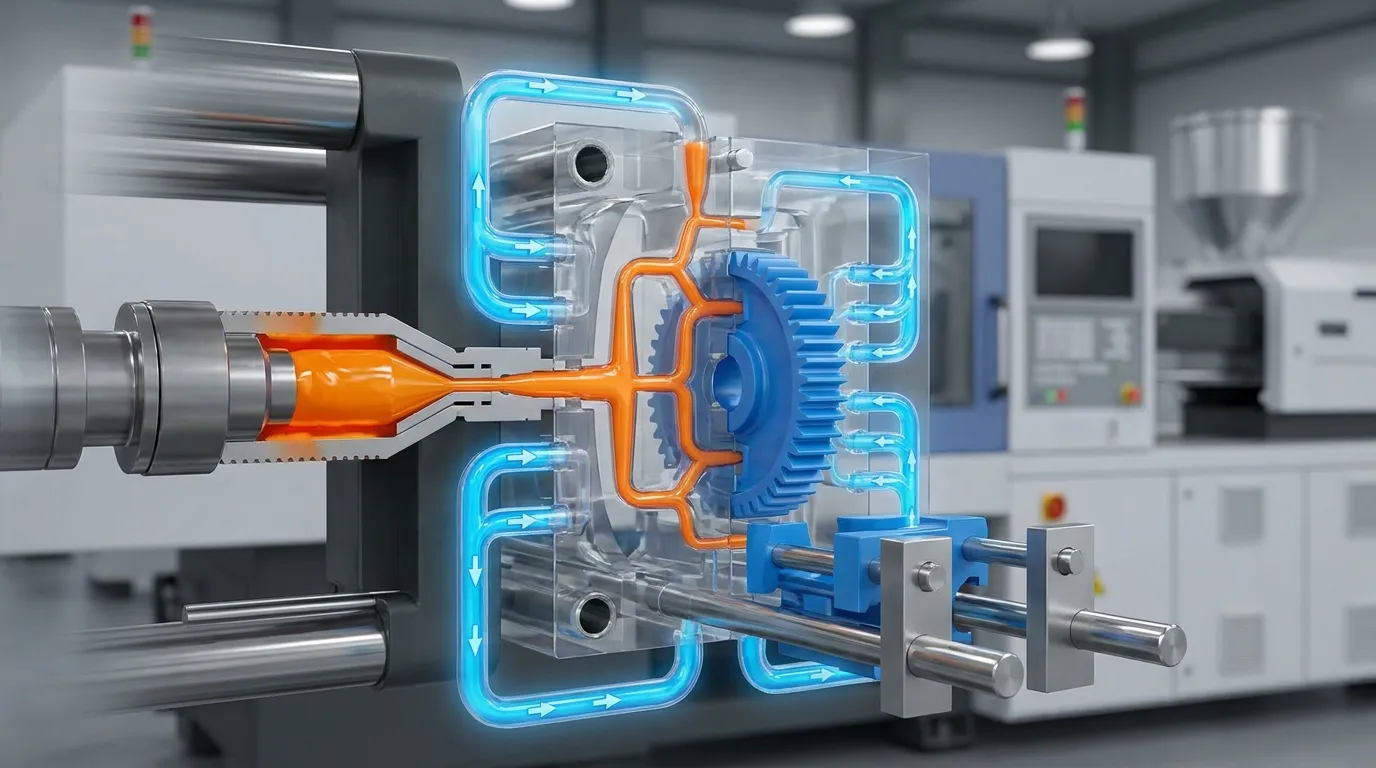
An injection mold works like a reusable forming system. Molten plastic enters the mold under pressure, fills a cavity shaped like the final part, cools into a solid form, and then gets ejected so the cycle can repeat.
Most molds consist of two primary halves: the core side and the cavity side. When the mold closes, these sections align tightly to create the exact geometry of the plastic component. Small alignment errors can cause flashing, dimensional variation, or premature wear.
The mold itself often represents one of the largest investments in a plastic manufacturing project. That’s why manufacturers focus heavily on tooling precision, cooling efficiency, and material durability. According to Protolabs, mold design decisions directly affect manufacturability, cycle time, and part quality.
For a broader explanation of the full molding workflow, see this plastic injection molding guide.
How does an injection mold work step by step?
An injection mold works by receiving molten plastic under pressure, shaping the material inside a cavity, cooling it into a solid form, and ejecting the finished part before the cycle repeats. Every stage affects part quality and cycle time.
The process starts when plastic pellets melt inside an injection molding machine. The machine then injects the molten material into the mold cavity at controlled pressure and speed. Once the cavity fills completely, the cooling phase begins.
Injection stage
During injection, material flows through the sprue, runner system, and gate before entering the cavity. Proper flow balance matters because uneven filling can create short shots, sink marks, or air traps.
A consumer electronics supplier producing 100,000 units per year may use a multi-cavity mold to improve throughput. In that case, balanced filling becomes even more important because uneven pressure distribution can create part variation between cavities.
Cooling and solidification
Cooling channels inside the mold remove heat from the plastic. This stage often controls most of the production cycle time. Poor cooling design increases cycle times and raises the risk of warping or shrinkage problems.
A cooling imbalance can become expensive quickly. If one side of the mold cools slower than the other, operators may need to increase cycle time just to maintain acceptable dimensions. That reduces output and increases production cost per part.
According to Asahi Kasei, cooling efficiency and material flow behavior strongly affect molding stability and dimensional control.
Part ejection
After the part solidifies, the mold opens and the ejection system pushes the part out safely. Ejector pins, sleeves, and lifters prevent parts from sticking inside the cavity.
This stage sounds simple, but it creates many production problems. Poor ejection force or worn components can leave marks, crack delicate parts, or slow production cycles.
For examples of industry use cases, see these injection mold applications.
What are the main components of an injection mold?
The main components of an injection mold include the core, cavity, runner system, cooling channels, ejector system, and alignment components. Together, these parts control material flow, dimensional accuracy, cooling efficiency, and safe part removal.
Every mold component affects part quality differently. Some control geometry, while others manage alignment, cooling, or cycle efficiency. Problems in one area often create defects somewhere else in the process.
| Component | Main Function | Production Impact |
|---|---|---|
| Core | Forms internal part geometry | Controls dimensional accuracy |
| Cavity | Forms outer part shape | Affects surface finish |
| Runner system | Directs molten plastic flow | Impacts fill consistency |
| Gate | Controls cavity entry point | Influences cosmetic quality |
| Cooling channels | Remove heat | Controls cycle time |
| Ejector system | Removes finished parts | Prevents sticking and damage |
| Guide pins and bushings | Maintain alignment | Reduces wear and flashing |
Cooling system
Cooling channels regulate mold temperature during production. Efficient cooling reduces cycle time and improves dimensional stability.
Medical device molds often require tighter thermal control because small dimensional shifts can affect product fit and validation requirements. In these projects, cooling design directly affects both quality and lead time.
Ejection system
The ejection system pushes finished parts out of the mold after cooling. Ejector pins, sleeves, and stripper plates must apply force evenly to avoid damaging the part.
Worn ejector components create visible production problems. Parts may stick, eject unevenly, or develop stress marks during removal.
For a deeper look at component systems, see this mold components overview.
Why are guide pins, bushings, and core pins critical?
Guide pins, bushings, and core pins maintain alignment and dimensional consistency inside injection molds. Poor alignment increases wear, flash defects, part variation, and maintenance frequency during high-volume production.
Alignment components are easy to overlook because they operate in the background of the molding cycle. Still, they directly affect mold lifespan and production consistency. Even small alignment shifts can create uneven cavity pressure and accelerated wear.
Guide pins and bushings help the mold halves close accurately every cycle. Without stable alignment, the mold may develop flashing around part edges or uneven surface finishes. High-volume automotive projects often experience these issues first because repeated cycling increases wear over time.
Core pins form internal holes, slots, and detailed features inside molded parts. These components must maintain tight tolerances under heat and pressure. A worn core pin can change hole dimensions enough to create assembly problems downstream.
A high-volume automotive trim supplier, for example, may experience flashing defects after guide components wear unevenly. Replacing those alignment parts early often costs far less than running unstable production for weeks.
Learn more about mold guide pins and how they support mold alignment accuracy.
What types of injection molds are commonly used?
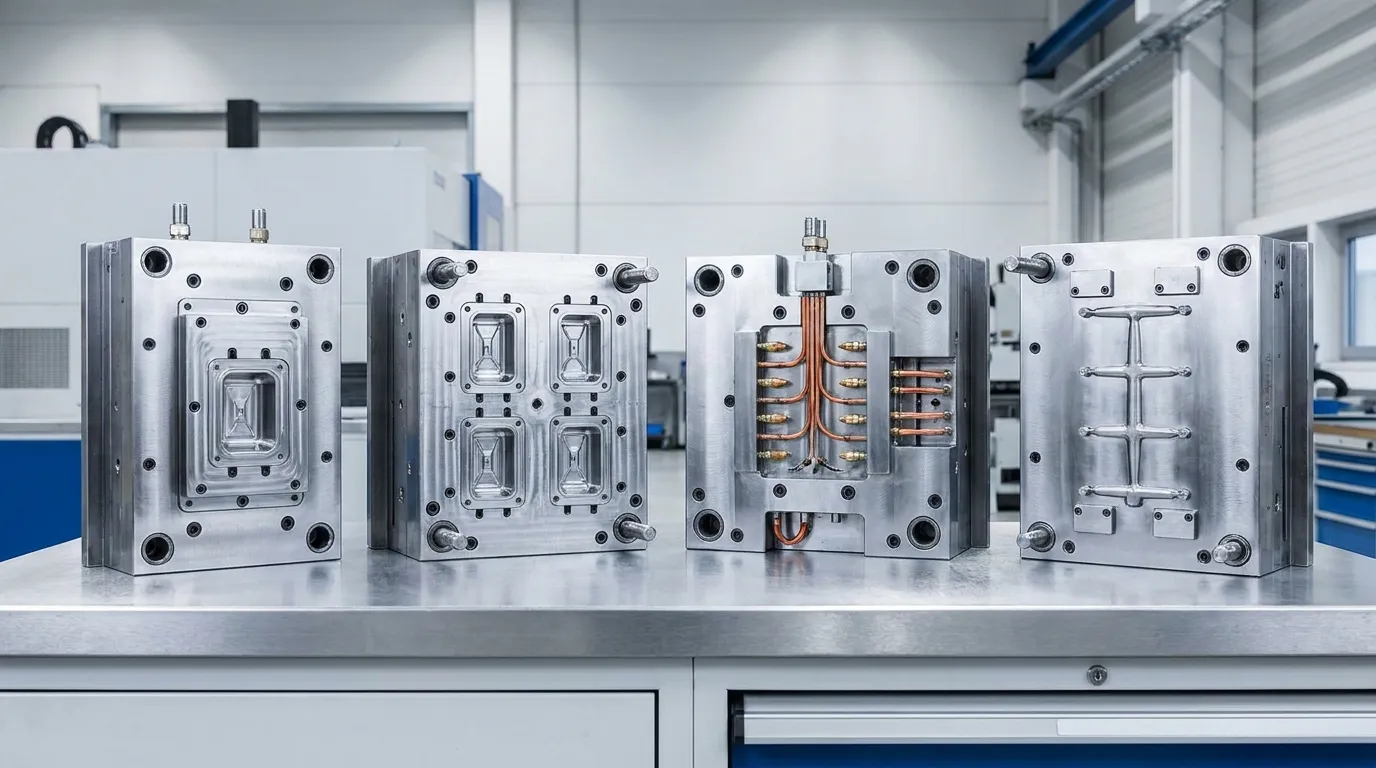
Different injection mold types support different production goals. Single-cavity molds prioritize precision and lower upfront complexity, while multi-cavity and hot-runner molds improve production speed and efficiency for higher-volume manufacturing.
No single mold type works best for every project. Production volume, part geometry, budget, and lead-time goals all influence the right tooling choice.
| Mold Type | Best Use Case | Main Advantage | Main Limitation |
|---|---|---|---|
| Single-cavity mold | Low to medium volume | Easier process control | Lower output |
| Multi-cavity mold | High-volume production | Higher throughput | More balancing complexity |
| Family mold | Related part sets | Produces multiple parts together | Harder to optimize evenly |
| Hot runner mold | Large production runs | Less material waste | Higher tooling cost |
| Cold runner mold | Simpler projects | Lower initial cost | More scrap material |
Steel vs aluminum molds
Steel molds are usually the better choice for long production runs. They handle wear more effectively and maintain tighter tolerances over time. Aluminum molds reduce upfront tooling cost and shorten machining time, which makes them useful for prototyping or smaller production runs.
Aluminum molds are not always the cheapest long-term option. They work well for limited production, but hardened steel molds often become more economical when annual volumes rise significantly.
Multi-cavity molds are not automatically better either. They improve output, but they also increase balancing complexity and maintenance requirements. A poorly balanced multi-cavity system can create inconsistent parts across different cavities.
What affects injection mold cost and lead time?
Injection mold cost and lead time depend on mold complexity, cavity count, tooling material, tolerance requirements, and revision cycles. Production molds commonly require several weeks of machining, testing, validation, and adjustment before full-scale manufacturing begins.
Tooling cost varies widely because every mold project has different technical requirements. A simple prototype mold may move quickly, while a production mold with tight tolerances and multiple cavities can require extended machining and validation work.
Several factors affect both pricing and schedules:
- Part complexity
- Number of cavities
- Surface finish requirements
- Cooling system complexity
- Mold steel selection
- Dimensional tolerances
- Sampling and validation cycles
Why tooling revisions delay schedules
Late design changes often create the biggest delays. Once steel cutting begins, even small geometry revisions may require re-machining, welding, or insert replacement.
A medical housing project, for example, may require additional validation after tolerance changes during development. That extra testing can extend tooling timelines significantly.
Fast mold delivery is not always a competitive advantage. Rushed tooling projects can increase revision cycles and create long-term production instability if validation gets compressed too aggressively.
| Project Factor | Cost Impact | Lead-Time Impact |
|---|---|---|
| Multi-cavity design | High | Moderate |
| Tight tolerances | High | High |
| Hardened steel | Moderate | Moderate |
| Complex cooling | Moderate | High |
| Late design revisions | High | High |
According to Aprios, tooling validation and revision cycles are major contributors to injection mold lead times.
For more detail on precision tooling features, see core pins in injection molding.
What problems commonly affect injection molds?
Common injection mold problems include flash, short shots, sticking parts, uneven cooling, and ejector wear. Many issues are caused by poor maintenance, weak venting, misalignment, or process instability during repeated production cycles.
Most mold problems develop gradually. Small alignment issues, clogged cooling channels, or worn ejector systems often become visible only after repeated production cycles.
| Problem | Common Cause | Production Impact |
|---|---|---|
| Flash | Mold misalignment | Excess material around edges |
| Short shot | Incomplete filling | Missing geometry |
| Warping | Uneven cooling | Dimensional distortion |
| Sticking parts | Poor ejection | Cycle delays |
| Flow marks | Unstable material flow | Cosmetic defects |
Cooling imbalance is one of the most expensive hidden problems in production. If operators increase cooling time to compensate for inconsistent temperatures, overall output drops even when the parts still pass inspection.
Maintenance schedules matter here. Replacing worn alignment components early can prevent larger tooling failures later. Many production teams focus on machine settings first, even though worn mold components may be the real cause of instability.
According to Elastron, defects often result from unstable processing conditions combined with tooling or cooling issues.
Additional information about wear-sensitive components is available in this guide to mold pins and bushings.
How long does an injection mold last?
Injection mold lifespan depends on tooling material, production volume, resin type, and maintenance quality. A properly maintained steel mold can support very high production cycles before major refurbishment becomes necessary.
Steel molds generally last much longer than aluminum molds because they resist wear more effectively under repeated heat and pressure cycles. Production molds used in automotive or consumer electronics manufacturing may operate continuously for years with scheduled maintenance intervals.
Maintenance has a major effect on lifespan. Cooling channels need regular cleaning, moving components require lubrication, and alignment systems should be inspected for wear. Ignoring those tasks increases the chance of flashing, sticking parts, or dimensional drift.
Here are common factors that affect mold longevity:
- Resin abrasiveness
- Production volume
- Cooling efficiency
- Maintenance frequency
- Mold steel hardness
- Alignment stability
According to ESCATEC, tooling maintenance and operating conditions strongly influence mold service life.
For examples of wear-sensitive tooling features, review these precision core pins.
What should buyers ask before ordering an injection mold?
Choosing the right mold supplier requires more than comparing price quotes. Buyers should understand how the supplier handles tooling validation, maintenance support, and production consistency before approving a project.
A clear supplier discussion early in the process can prevent expensive revisions later. That matters especially for production molds with tight tolerances or multi-cavity designs.
Injection Mold Buyer Checklist
| Question | Why It Matters |
|---|---|
| What mold steel will be used? | Affects durability and wear resistance |
| How will tolerances be validated? | Confirms dimensional accuracy |
| What is included in sampling? | Prevents approval confusion |
| How are design revisions handled? | Reduces delay risk |
| What maintenance support is available? | Improves long-term reliability |
| Can the supplier support export logistics? | Helps avoid shipment delays |
| What machine size will run the mold? | Ensures production compatibility |
A production tooling project becomes much easier when both sides define expectations early. Buyers who ask detailed questions about validation, maintenance, and revision handling usually face fewer production surprises later.
Getting the Next Step Right
An injection mold affects production quality long before the first molded part leaves the machine. The right tooling design improves consistency, cycle time, and long-term manufacturing stability. The wrong approach can create years of avoidable maintenance and quality problems.
If you're reviewing a new tooling project, focus on the full production picture instead of only the initial mold price. Cooling design, alignment systems, material selection, and validation planning all affect long-term results. Understanding how these systems work together makes it easier to choose the right mold strategy for your production goals.
Frequently Asked Questions
What is the purpose of an injection mold?
An injection mold shapes molten plastic into finished parts with repeatable dimensions and surface quality. It controls cooling, material flow, and part ejection during high-volume manufacturing.
How long does it take to build an injection mold?
Injection mold lead times often range from several weeks to several months depending on complexity, cavity count, testing requirements, and tooling revisions. Production-grade molds usually require machining, sampling, and validation before release.
Why are injection molds expensive?
Injection molds require precision machining, hardened tooling materials, engineering validation, and detailed finishing work. Complex molds with tight tolerances or multiple cavities increase both manufacturing time and tooling cost.
What materials are injection molds made from?
Most injection molds are made from hardened steel or aluminum depending on production volume and durability requirements. Steel molds generally support longer production runs and stronger wear resistance.
What causes injection molding defects?
Injection molding defects can result from poor cooling, trapped air, worn mold components, unstable pressure, or incorrect process settings. Proper mold maintenance and stable processing conditions reduce defect frequency.
How long does an injection mold last?
Injection mold lifespan depends on tooling material, production volume, maintenance quality, and resin type. Properly maintained steel molds can support very high production cycles before major refurbishment becomes necessary.
Share:


Written By miashuvo
NEWS
GET SERVICE
With quality parts to meet every budget and friendly staff trained to make your visit informative and hassle free.