









Custom Injection Mold: What Buyers Should Prepare Before Quotation
A custom injection mold quotation moves faster when buyers prepare complete technical and production information before contacting suppliers. A strong RFQ package should include 3D CAD files, 2D drawings, resin specifications, tolerance requirements, surface finish expectations, annual production volume, and delivery timelines. Missing details often create quotation delays, tooling revisions, and inaccurate pricing.
A mold quotation is not just about getting a price. Suppliers use your RFQ package to evaluate tooling design, machining complexity, mold lifespan, and production feasibility. If important details are missing, the quotation process slows down quickly. Buyers who prepare the right files and specifications upfront usually get faster responses, fewer revisions, and more accurate tooling recommendations.
What information does a supplier need before quoting a custom injection mold?

A custom injection mold quotation is only accurate when suppliers receive complete technical and production details. CAD files, resin selection, tolerances, surface finish expectations, and annual production volume directly affect tooling design, lead time, and mold cost.
Most suppliers need enough information to evaluate manufacturability before they can quote tooling. That usually starts with a 3D CAD model, production expectations, and material requirements. If any of those pieces are unclear, engineering teams often need multiple clarification rounds before pricing can begin.
A complete RFQ package should include:
- 3D CAD files
- 2D technical drawings
- Material grade or resin specification
- Annual production volume
- Surface finish requirements
- Tolerance notes
- Assembly references
- Packaging or compliance requirements
- Expected project timeline
Many buyers focus only on the part geometry. That creates problems later because tooling decisions also depend on production volume, resin behavior, cosmetic standards, and expected mold lifespan.
For example, a mold designed for 5,000 parts per year may use very different tooling materials than a mold expected to run 500,000 cycles annually. If you are still learning broader tooling terminology, this mold component guide explains the core mold structures and systems suppliers evaluate during quotation.
RFQ Readiness Checklist
| RFQ Item | Why It Matters |
|---|---|
| 3D CAD file | Allows tooling review and manufacturability analysis |
| 2D drawing | Defines dimensions and tolerances |
| Resin specification | Affects shrinkage, gate design, and tooling steel |
| Production volume | Determines mold durability requirements |
| Surface finish | Impacts polishing and machining time |
| Timeline expectation | Helps suppliers schedule tooling capacity |
| Compliance requirements | Identifies testing or certification needs |
| Packaging notes | Supports downstream production planning |
Need help evaluating production methods before RFQ submission? custom molding solutions can help clarify common tooling and manufacturing options.
Which drawings and files should buyers prepare before requesting a quote?
Suppliers can quote faster when buyers provide editable 3D CAD files together with 2D tolerance drawings. Missing dimensions, unclear revisions, or screenshot-only submissions usually create multiple clarification rounds before pricing can begin.
A STEP or IGES file is usually the starting point for any serious quotation request. These formats allow tooling engineers to inspect wall thickness, draft angles, undercuts, and part geometry directly inside CAD software.
Rendered images or screenshots are rarely enough. One common problem happens when startups submit only visual product mockups without engineering files. Suppliers can see the appearance, but they cannot evaluate mold complexity or manufacturability accurately.
Preferred CAD Formats
| File Type | Purpose |
|---|---|
| STEP (.step/.stp) | Standard 3D manufacturing exchange file |
| IGES (.igs) | Alternative editable CAD format |
| Native CAD files | Useful for revision tracking |
| PDF drawings | Supports dimension review |
| Assembly files | Shows fit between multiple parts |
What should appear on 2D drawings
2D drawings help suppliers identify dimensions that matter most during tooling and inspection. Without them, engineers often make assumptions that create quotation revisions later.
Your drawings should include:
- Critical dimensions
- Tolerance zones
- Surface finish callouts
- Thread specifications
- Material notes
- Revision numbers
- Assembly references
Tight tolerances should only appear where they are functionally necessary. Many buyers apply precision tolerances across every dimension, even when only a few surfaces require strict control. That increases tooling complexity and machining time without improving product performance.
If you want a broader overview of how tooling moves from design to production, this mold production process explains the major manufacturing stages.
How detailed should material specifications be?
Resin names alone are not enough for accurate mold quotations. Suppliers usually need the exact material grade, performance requirements, additives, and compliance standards to recommend proper tooling steel, gate design, and processing conditions.
Many RFQs simply say “ABS” or “polypropylene.” That creates uncertainty because resin behavior changes significantly between grades, additives, and suppliers. Flame-retardant materials, glass-filled resins, UV stabilizers, and food-grade requirements all affect tooling recommendations.
A consumer electronics company might initially request standard ABS, then later switch to flame-retardant PC/ABS after quotation. That single change can affect shrinkage assumptions, processing temperatures, and tooling wear expectations.
Common missing material details
| Missing Detail | Why It Creates Problems |
|---|---|
| Exact resin grade | Different grades process differently |
| Flame rating | May require alternative tooling design |
| UV resistance | Changes material selection |
| Food-grade compliance | Impacts certification requirements |
| Color requirements | Affects cosmetic inspection |
| Glass-filled content | Increases mold wear |
Material uncertainty also affects mold steel selection. Hardened steel tooling may be recommended for abrasive glass-filled materials, while softer tooling materials can work well for simpler resin systems.
Aluminum tooling is not automatically a low-quality option. It works well for prototypes and lower-volume production when speed matters more than maximum mold lifespan. Buyers sometimes overspend on hardened steel tooling before confirming actual production demand.
If you are comparing suppliers and molding capabilities, injection molding capabilities can help explain how manufacturers evaluate material and tooling compatibility.
Why do tolerances and surface finish requirements affect mold pricing?

Tight tolerances and cosmetic surface requirements increase mold complexity, machining time, inspection steps, and maintenance expectations. Even small tolerance changes can significantly affect tooling cost and lead time.
Suppliers evaluate tolerance requirements early because they directly affect machining strategy and quality control planning. Precision dimensions may require slower machining, additional inspection equipment, or secondary tooling adjustments.
The same thing happens with cosmetic requirements. A high-gloss consumer housing usually needs more polishing and surface preparation than an industrial enclosure with a textured finish.
| Requirement | Tooling Impact |
|---|---|
| Tight dimensional tolerance | Higher machining precision |
| Mirror polish finish | Increased polishing labor |
| Fine texture finish | Additional mold processing |
| Cosmetic exterior surfaces | More inspection time |
| Thin-wall geometry | Greater process sensitivity |
Not every dimension needs ultra-tight tolerance control. Automotive buyers sometimes request ±0.02 mm tolerance across every feature, even though only a few assembly points require precision. That increases tooling cost quickly.
If your product needs highly controlled dimensions or cosmetic quality, working with a precision mold manufacturer can help reduce long-term production issues.
How does production volume change mold recommendations?
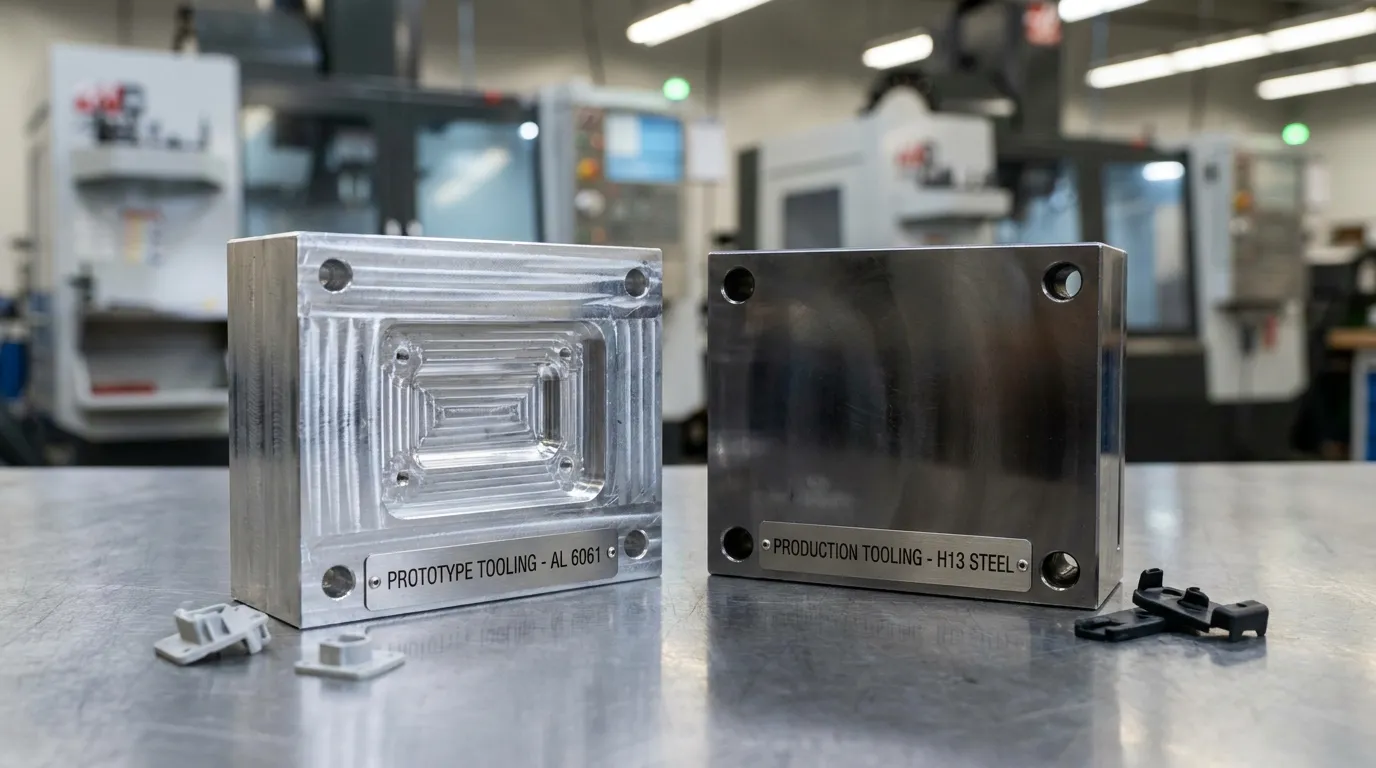
Production volume directly affects tooling strategy. Low-volume projects may justify aluminum prototype molds, while long production runs often require hardened steel tooling, additional cavities, and stronger wear resistance.
Suppliers ask about annual production volume because mold lifespan expectations change tooling design decisions immediately. A prototype tool built for 3,000 parts is very different from a production tool expected to run hundreds of thousands of cycles.
Low-volume buyers sometimes assume steel tooling is always the safest option. That is not always true. For shorter production runs, aluminum tooling may reduce lead time and upfront tooling cost without creating performance problems.
Aluminum vs steel tooling
| Tooling Type | Best For | Typical Lifespan | Relative Cost |
|---|---|---|---|
| Aluminum tooling | Prototypes and low-volume runs | Lower cycle life | Lower upfront cost |
| Pre-hardened steel | Mid-volume production | Medium cycle life | Moderate cost |
| Hardened steel | Long production runs | High cycle life | Higher upfront cost |
Prototype vs Production Tooling Comparison
| Production Volume | Recommended Tooling | Typical Cavities | Lead Time | Best Use Case |
|---|---|---|---|---|
| Under 5,000 units | Aluminum prototype mold | Single cavity | Faster | Product testing |
| 5,000 to 100,000 units | Pre-hardened steel | Single or dual cavity | Moderate | Stable commercial production |
| Over 100,000 units | Hardened steel | Multi-cavity | Longer | Long-term mass production |
Production forecasts also affect cavity count decisions. Higher-volume parts may justify multi-cavity tooling to reduce cycle time and improve manufacturing efficiency.
Trade conditions can also influence sourcing decisions. Some manufacturers adjusted tooling strategies during recent tariff changes and supply chain disruptions, according to Advantech Plastics.
If you are evaluating different tooling approaches, custom mold tooling explains how manufacturers match tooling strategy to production goals.
What causes quotation delays for custom injection molds?
Most quotation delays happen because suppliers must clarify missing technical details before tooling evaluation can begin. Incomplete drawings, undefined materials, and unclear production targets typically slow both pricing and manufacturability review.
One of the biggest causes of delay is incomplete RFQ documentation. Suppliers cannot evaluate tooling risk accurately when key information is missing. That usually leads to engineering questions, revised assumptions, and multiple quotation updates.
Common RFQ problems include:
- Missing CAD revisions
- Undefined resin grades
- No annual volume estimate
- Unclear tolerance callouts
- Missing assembly references
- Incomplete compliance notes
- Uncertain shipping requirements
A common example involves overseas mold shipment planning. Buyers sometimes finalize tooling without preparing proper customs documentation or mold classification details. According to U.S. Customs and Border Protection, customs review and import documentation accuracy can affect shipment processing times.
Mold classification details can also affect customs handling and HS code processing, as explained by FreightAmigo.
Design revisions after steel cutting create another major delay risk. Once tooling manufacturing starts, geometry changes often increase machining time and project cost. Ulitech Engineering Solutions notes that post-approval changes can extend tooling schedules significantly.
If you want better visibility into tooling stages before sending your RFQ, this mold manufacturing workflow explains how suppliers move from design review into production.
What should buyers confirm before sending the RFQ package?
Before contacting suppliers, buyers should review the RFQ package one final time. Small missing details often create avoidable delays during engineering review.
Use this checklist before submission:
- Confirm the latest CAD revision is attached
- Verify all dimensions and tolerance notes
- Finalize resin grade and compliance requirements
- Define annual production volume expectations
- Specify cosmetic surface requirements
- Include assembly references if multiple parts interact
- Add packaging or labeling requirements if relevant
- Confirm target delivery timeline
Material selection should be finalized before requesting production quotations whenever possible. Resin uncertainty creates tooling revisions later because shrinkage, wear resistance, and processing assumptions may change.
Buyers should also avoid over-specifying tolerances. Tight dimensions should only apply where they affect product fit or function. Excessive precision requirements often increase tooling cost without improving the final product.
If you are preparing to compare manufacturers or move toward supplier selection, injection molding partner provides a broader look at production support and manufacturing capabilities.
Getting the Next Step Right
A strong RFQ package makes the custom injection mold quotation process faster and more accurate. Suppliers can evaluate tooling complexity, material behavior, and production requirements much more efficiently when technical details are complete from the start.
Before requesting pricing, review your CAD files, resin specifications, production forecasts, and tolerance requirements carefully. Small gaps in the RFQ stage often create bigger delays later during tooling approval and production planning.
The goal is simple: reduce revisions, avoid assumptions, and give suppliers enough information to quote the right tooling solution the first time.
Frequently Asked Questions
How long does it take to build a custom injection mold?
Simple molds may take a few weeks, while complex production molds can require several months depending on cavity count, tolerances, and validation requirements. Design revisions after tooling begins usually extend lead time further.
Which plastic should I use for my application?
The correct plastic depends on strength, heat resistance, chemical exposure, cosmetic requirements, and regulatory needs. Suppliers usually recommend materials after reviewing the part design and product environment.
Should tooling be made from aluminum or steel?
Aluminum tooling works well for low-volume projects and prototype production, while steel tooling is better for long production runs and higher durability requirements. Production volume usually determines the best option.
What determines injection mold cost?
Injection mold cost depends on tooling complexity, cavity count, tolerance requirements, surface finish expectations, and production volume. Incomplete RFQ information can also increase engineering review time and quotation revisions.
What files should I send for a mold quotation?
Most suppliers request editable 3D CAD files such as STEP or IGES formats together with 2D technical drawings. Assembly references and material specifications also improve quotation accuracy.
Why do mold quotations get delayed?
Mold quotations are commonly delayed by incomplete technical information. Missing dimensions, undefined materials, unclear production targets, or late design revisions often force suppliers to pause engineering review and request clarification.
Share:


Written By miashuvo
NEWS
GET SERVICE
With quality parts to meet every budget and friendly staff trained to make your visit informative and hassle free.