









Ejector Sleeves: When to Use Them Instead of Ejector Pins
Ejector sleeves are used in injection molds when parts eject around a core pin, deep boss, or cylindrical feature where standard ejector pins cannot distribute force evenly. They improve concentric ejection, reduce cosmetic defects, and protect hollow or thin-wall features. Correct sleeve fit, clearance, and concentricity are critical because poor alignment increases wear, sticking, and part damage during ejection.
Parts with deep bosses or tall cylindrical cores often fail when standard ejector pins apply uneven force during ejection. That problem gets worse in cosmetic molds where stress marks or cracking can ruin the finished part. Ejector sleeves solve this by distributing force around the feature instead of pushing from one small point. The challenge is knowing when sleeves are necessary, how tight the fit should be, and what specifications matter before production starts.
What does an ejector sleeve do in injection molding?
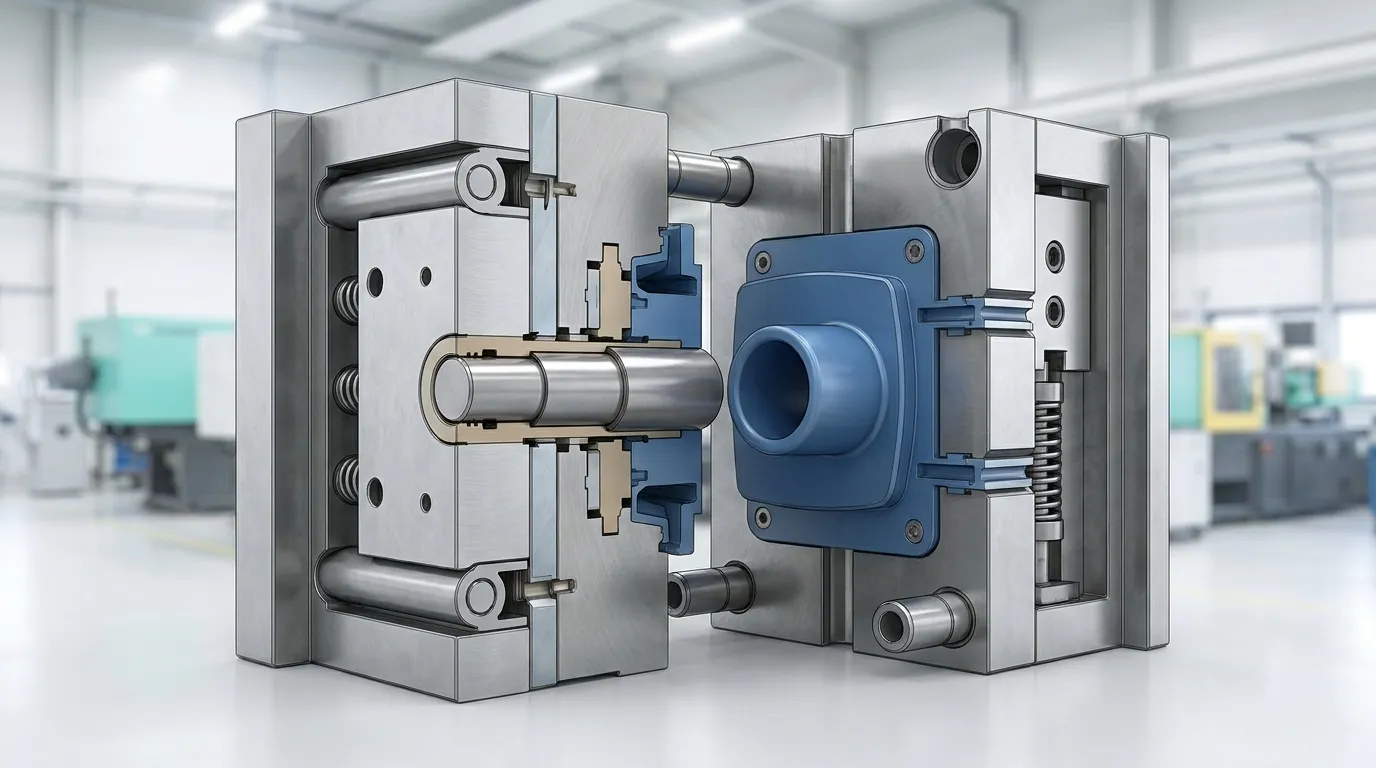
Ejector sleeves are tubular ejectors designed to push molded parts off core pins or cylindrical features evenly. They reduce stress concentration compared to standard ejector pins and help prevent deformation around bosses or hollow sections.
An ejector sleeve works like a hollow ejector pin. Instead of pushing from a single contact point, the sleeve surrounds the core pin and applies force evenly around the molded feature. This helps the part release without tilting, cracking, or sticking during ejection.
Sleeves are commonly used for cylindrical geometries such as bosses, hubs, and hollow sections. These shapes often trap tightly around the core pin after cooling. A standard pin can create localized stress in one area, especially on thin-wall plastic parts.
According to the US5730812A manufacturing patent, ejector sleeves are produced with strict concentricity control so the sleeve moves smoothly around the core pin during repeated molding cycles.
For readers who want a broader overview of mold components, Sunshine Pro’s complete mold components guide explains how ejector systems fit into the full mold assembly.
You can also review these ejector pin basics to compare solid pins with sleeve-style ejectors.
When should you use an ejector sleeve instead of an ejector pin?
Use ejector sleeves when parts eject around a core pin, deep boss, or cylindrical feature where a standard ejector pin would create uneven force or visible stress marks. Sleeves distribute pressure more evenly and improve concentric ejection.
Ejector sleeves are usually the safer choice when the molded feature surrounds a core pin. The sleeve keeps the ejection force centered, which reduces side loading and lowers the risk of deformation. This matters most in cosmetic parts, thin-wall parts, and deep cylindrical geometries.
Standard ejector pins are not automatically the simpler or safer option. Around deep bosses or cylindrical cores, they often create uneven force that increases cosmetic defects and sticking risk. A sleeve may cost more upfront, but it can prevent expensive mold adjustments later.
Sleeve vs Pin Decision Table
| Part Geometry | Recommended Option | Risk if Wrong Choice Is Used | Cosmetic Sensitivity |
|---|---|---|---|
| Deep boss | Ejector sleeve | Boss cracking | High |
| Hollow cylinder | Ejector sleeve | Uneven release | High |
| Flat structural area | Ejector pin | Minimal risk | Low |
| Tall core-supported feature | Ejector sleeve | Side loading | Medium |
| Thick non-cosmetic wall | Ejector pin | Minor witness marks | Low |
A cosmetic electronics housing is a common example. Deep screw bosses inside the housing often show stress whitening when standard pins eject too aggressively from one side. A sleeve spreads the force around the boss and reduces visible defects.
For a broader look at mold ejection layouts, Sunshine Pro’s guide to ejection system design explains how different ejector components work together inside the mold.
Which molded part geometries typically require ejector sleeves?
Ejector sleeves are commonly used for deep bosses, cylindrical hubs, and hollow molded sections where centered ejection is critical. These geometries often fail with standard pins because force concentrates on a small contact area.
Most sleeve applications involve parts that wrap tightly around a cylindrical core. During cooling, the plastic shrinks around the core pin, which increases friction during ejection. A centered sleeve helps release the part evenly instead of pushing from one edge.
Common examples include bottle caps, medical housings, electronic screw bosses, and precision cylindrical parts. High-cycle cap molds often rely on sleeves because the parts are thin, flexible, and sensitive to deformation during release.
Common Geometry Applications
| Geometry Type | Why Sleeves Help |
|---|---|
| Deep bosses | Prevents cracking around the boss wall |
| Thin-wall caps | Reduces deformation during release |
| Cylindrical hubs | Maintains concentric ejection |
| Cosmetic housings | Reduces visible stress marks |
| Tall core-supported parts | Prevents side loading |
Why sleeves are commonly used around core pins
Core pins support internal molded features such as holes, bosses, and tubes. When the plastic cools, those features grip the core tightly. An ejector sleeve moves around the core pin and applies balanced pressure to the entire feature.
According to ZJ Mold Tech, sleeve ejectors are widely used for cylindrical molding applications because they improve ejection stability around core-supported geometries.
You can also review these mold ejection components to understand where sleeves fit inside larger ejection assemblies.
Why do fit and concentricity matter for ejector sleeves?

Ejector sleeves require tight concentricity and controlled clearance because misalignment increases friction, wear, and sticking during ejection. Poor fit can damage both the molded part and the mold core.
Unlike standard ejector pins, sleeves move around another component. That means both the inside diameter and outside diameter must stay aligned during repeated molding cycles. Even small concentricity errors can create uneven contact and friction.
The Choice Mold ejector sleeve specifications reference tight TIR values and nitrided surfaces to improve alignment stability and wear resistance. Those tolerances become more important in high-cycle molds.
Overly tight sleeve clearance is not always better. Tight fits improve stability, but aggressive clearance reduction can increase galling and friction if lubrication or alignment is poor. In many production molds, controlled movement is safer than forcing near-zero clearance.
Common problems caused by poor concentricity
| Problem | Likely Cause |
|---|---|
| Sleeve binding | Misaligned core pin |
| Galling | Excessive friction |
| Uneven wear | Poor concentricity |
| Part sticking | Tight clearance |
| Core damage | Side loading during ejection |
A medical molding application is a good example. Medical molds often run high volumes with strict dimensional requirements. Many manufacturers use nitrided sleeves because the harder surface helps reduce wear while maintaining stable movement around the core pin.
What materials and surface treatments are commonly used for ejector sleeves?
Most ejector sleeves use H13 or SKD61 hot-work tool steel because these materials resist wear, thermal fatigue, and repeated ejection stress. Nitrided surfaces further improve hardness and reduce galling.
Injection molds run through repeated heating and cooling cycles, so sleeve materials must resist thermal fatigue and surface wear. H13 and SKD61 are common choices because they hold hardness well under high-temperature production conditions.
According to ZGCGMJ’s material overview, SKD61 provides strong wear resistance and thermal stability for repeated molding cycles. Many suppliers also add nitriding treatments to increase surface hardness without making the sleeve brittle.
Common Ejector Sleeve Materials
| Material | Main Benefit | Typical Use |
|---|---|---|
| H13 steel | Heat resistance | High-cycle molds |
| SKD61 | Wear resistance | Precision molds |
| Nitrided steel | Surface hardness | Cosmetic parts |
| Hardened tool steel | Durability | General production |
A thin-wall cap mold running continuously at high speed puts heavy wear on sleeve surfaces. In that situation, nitrided sleeves often last longer because the hardened surface reduces friction during repeated ejection cycles.
What failures happen when the wrong ejector method is used?
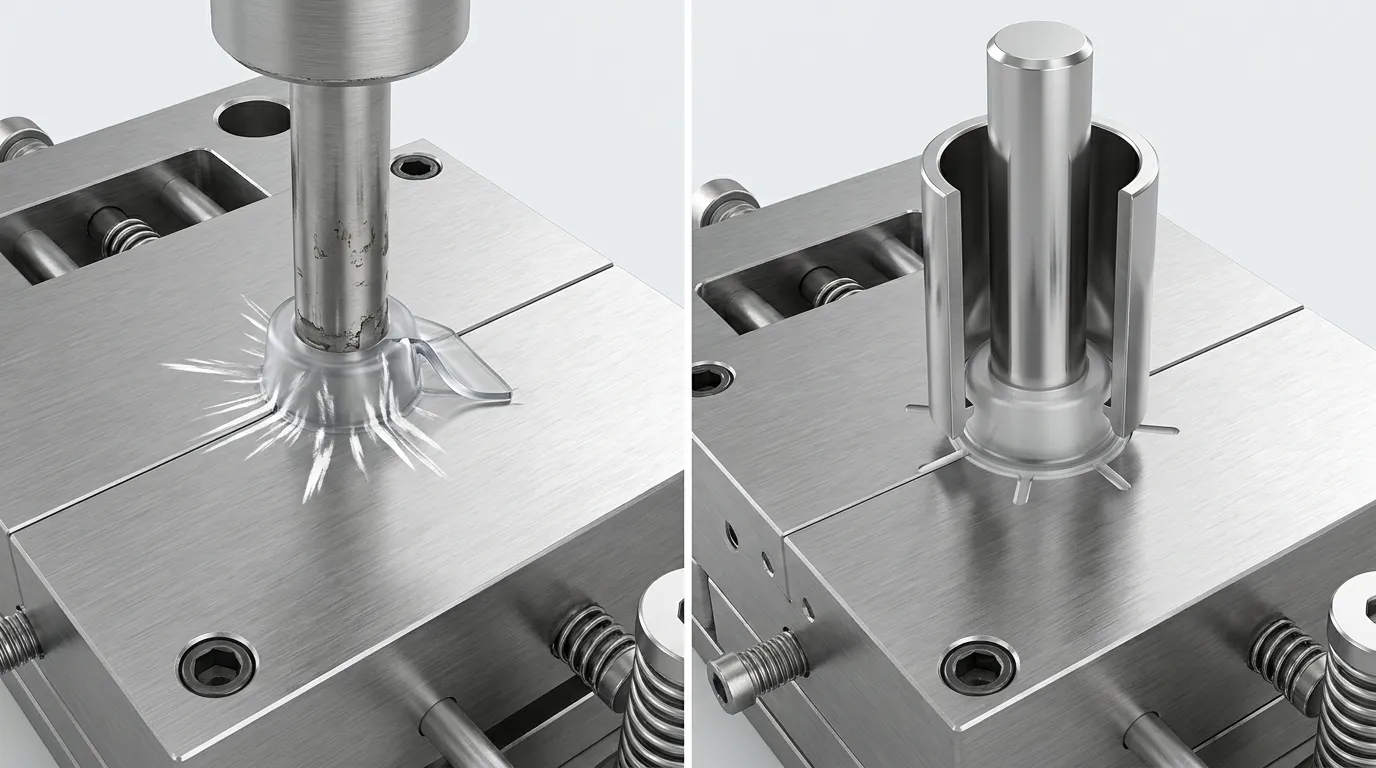
Using ejector pins where sleeves are required can create uneven ejection force, leading to boss cracking, stress marks, sticking, or deformation. Incorrect sleeve fit can also accelerate mold wear and cause galling.
Most ejection failures start with uneven force distribution. When a pin pushes against one side of a deep boss, the plastic can flex or crack during release. Cosmetic surfaces are especially vulnerable because stress whitening often appears before the part fully ejects.
A mold with poor sleeve concentricity can create another problem. Repeated friction between the sleeve and core pin causes galling, which is surface damage created by metal-to-metal contact. Once galling starts, the sleeve movement becomes rough and sticking gets worse.
Common Ejection Failures
| Failure | Typical Cause | Better Solution |
|---|---|---|
| Stress whitening | Uneven pin force | Use sleeve ejection |
| Boss cracking | Side loading | Centered sleeve force |
| Galling | Poor clearance | Correct fit and lubrication |
| Part sticking | Misalignment | Improve concentricity |
| Uneven wear | Loose tolerance control | Precision sleeve sizing |
The MoldMakingTechnology analysis highlights how wear conditions and improper operating alignment contribute to ejector sleeve failure over time.
You can also review these common ejector pin issues to understand how poor ejection choices affect overall mold performance.
How do you specify ejector sleeves correctly for a mold build?
Correct ejector sleeve specification depends on core-pin diameter, required clearance, stroke length, hardness, and concentricity tolerance. Inaccurate sizing increases wear risk and can create unstable ejection.
The first step is matching the sleeve ID to the core pin diameter with the correct running clearance. The sleeve must move freely without excessive looseness. Stroke length also matters because the sleeve needs enough travel to release the molded feature completely.
Standard catalog sleeves work for many molds, but complex cosmetic parts often require custom dimensions or tighter concentricity controls than off-the-shelf components provide. Buyers sometimes underestimate how much part geometry affects sleeve specification.
Ejector Sleeve Specification Checklist
| Specification Item | Why It Matters |
|---|---|
| Core-pin diameter | Determines sleeve ID |
| Sleeve OD | Fits ejector plate layout |
| Clearance fit | Controls movement stability |
| Stroke length | Ensures full ejection |
| Material grade | Affects wear life |
| Hardness | Improves durability |
| Surface treatment | Reduces galling |
| Concentricity tolerance | Prevents binding |
When a custom ejector sleeve is necessary
Custom sleeves are often required for unusual boss geometries, cosmetic molds, or precision medical parts. A standard sleeve may fit dimensionally but still fail if the tolerance stack creates unstable movement around the core.
A procurement comparison shows this clearly. A standard MISUMI sleeve may work for a common bottle-cap mold, but a custom-machined sleeve is often safer for a nonstandard electronics housing with tight cosmetic requirements.
For more detail on precision component sizing, Sunshine Pro’s guide to precision tooling tolerances explains how tolerance control affects tooling performance.
Are standard ejector sleeves enough for most molds?
Standard ejector sleeves handle many production molds successfully, especially for common cylindrical geometries with moderate cosmetic requirements. They are easier to source, less expensive, and available in common dimensions from major suppliers.
Custom sleeves become more important when molds require unusual diameters, tighter concentricity, or higher cosmetic standards. Medical molds, thin-wall packaging, and precision electronics often need tighter control than standard catalog parts provide.
Standard vs Custom Sleeves
| Factor | Standard Sleeve | Custom Sleeve |
|---|---|---|
| Lead time | Short | Longer |
| Cost | Lower | Higher |
| Available sizes | Limited | Flexible |
| Concentricity control | Standard grade | Application-specific |
| Cosmetic performance | Moderate | Higher precision |
If the mold uses basic cylindrical features and standard production speeds, catalog sleeves are usually enough. For high-cycle or cosmetic molds, tighter engineering control often pays for itself through lower defect rates and reduced maintenance.
How to Choose the Right Option
Choosing between ejector sleeves and standard pins comes down to geometry, force distribution, and tolerance control. Deep bosses, cylindrical cores, and cosmetic surfaces usually benefit from sleeve ejection because the force stays centered during release.
Before finalizing a mold design, review the core-pin diameter, clearance fit, expected production volume, and cosmetic requirements. Those details affect wear life more than the component price alone. When ejector sleeves are specified correctly, they reduce sticking, improve part quality, and help stabilize long production runs.
Frequently Asked Questions
What is the primary function of an ejector sleeve?
An ejector sleeve pushes molded parts evenly around a core pin or cylindrical feature during mold ejection. It spreads force over a larger contact area than a standard ejector pin, which helps reduce stress marks and deformation.
When should ejector sleeves be used instead of ejector pins?
Ejector sleeves should be used for deep bosses, hollow cylinders, and core-pin-supported features that require centered ejection. Standard ejector pins can apply uneven pressure and increase the risk of cracking or visible stress marks.
Why are ejector sleeves used around core pins?
Ejector sleeves surround the core pin so the ejection force stays balanced around the molded feature. This reduces side loading, improves release stability, and helps prevent sticking during production.
What materials are commonly used for ejector sleeves?
H13 and SKD61 hot-work tool steels are common ejector sleeve materials because they resist wear and thermal fatigue. Many manufacturers also use nitrided surfaces to improve hardness and reduce galling.
What causes ejector sleeve failure?
Poor concentricity, incorrect clearance, inadequate lubrication, and side loading are common causes of ejector sleeve failure. These conditions increase friction and wear, which can lead to binding and unstable ejection.
Do ejector sleeves require tight tolerances?
Yes, ejector sleeves require controlled clearance and tight concentricity so they move smoothly around the core pin. Loose or misaligned sleeves increase wear and can damage both the mold and molded part.
Share:


Written By miashuvo
NEWS
GET SERVICE
With quality parts to meet every budget and friendly staff trained to make your visit informative and hassle free.