









Injection Molding Guidelines: Design, Tooling, and Production Best Practices
Injection molding guidelines should be reviewed before tooling starts, not after steel is cut. The most important best practices include maintaining uniform wall thickness, adding proper draft angles, designing ribs and bosses carefully, setting realistic tolerances, and running a full DFM review early. Teams that validate manufacturability before tooling approval reduce revision costs, shorten lead times, and improve production consistency.
Injection molding problems usually start long before production begins. A part may look fine in CAD, then fail during sampling because of sink marks, poor ejection, unstable tolerances, or expensive tooling revisions. This guide focuses on the practical rules buyers and engineers should check before approving tooling, especially when schedules, production scale, and supplier coordination all matter.
What are the most important injection molding guidelines before tooling starts?

Injection molding guidelines should focus on moldability before steel cutting begins. Uniform wall thickness, proper draft angles, realistic tolerances, and early DFM review reduce tooling revisions, shorten lead times, and improve production consistency.
The most expensive injection molding mistakes usually happen during the design approval stage. Once tool steel is cut, even small geometry changes can delay production and increase cost. That’s why early manufacturability review matters more than rushing into tooling.
Start by reviewing wall thickness consistency, draft angles, material shrinkage, gate placement, and assembly features. A good supplier should also provide a full DFM review process before tooling approval.
The cheapest tooling quote is not always the lowest production cost. Suppliers that skip detailed DFM analysis often create more expensive revisions later, especially when defects appear during T1 sampling.
For teams that need broader background on tooling systems and mold terminology, this complete injection mold guide provides a full overview.
Pre-Tooling Approval Checklist
| Review Area | What to Confirm |
|---|---|
| Wall thickness | Consistent sections across the part |
| Draft angles | Enough draft for clean ejection |
| Material selection | Resin matches strength and shrinkage needs |
| Gate placement | Balanced filling and cosmetic control |
| Tolerances | Only critical dimensions are tight |
| Rib and boss design | No oversized support features |
| DFM review | Supplier reviewed moldability risks |
| Sampling plan | T1 and revision schedule agreed |
How do wall thickness and draft angles affect moldability?
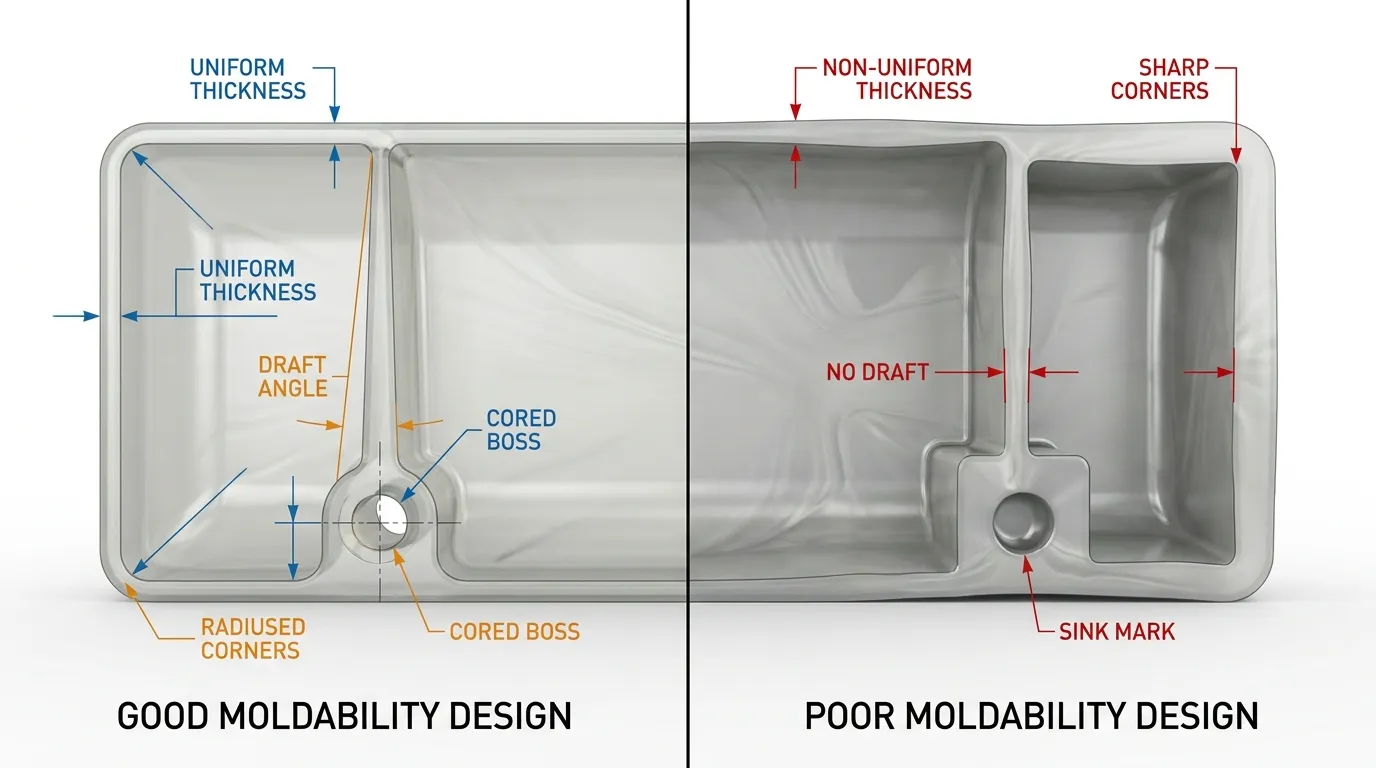
Wall thickness and draft angle directly affect filling, cooling, and ejection. Consistent wall sections reduce warpage, while sufficient draft angles help parts release cleanly and reduce cosmetic damage during production.
Wall thickness controls how plastic flows and cools inside the mold. Thick sections cool more slowly, which can create sink marks, voids, or uneven shrinkage. Thin sections may fail to fill properly if the material freezes too quickly.
A consumer electronics housing is a common example. One side may look clean after molding, while another develops visible sink marks because internal ribs created thick cooling zones behind the cosmetic surface.
According to the Hubs injection molding guide and the Fictiv injection molding design guide, maintaining uniform wall thickness helps reduce warpage and improves production stability.
Recommended wall thickness ranges
| Part Type | General Guideline |
|---|---|
| Small consumer parts | Thin, uniform walls |
| Structural housings | Moderate thickness with rib support |
| Large cosmetic panels | Balanced thickness to reduce warpage |
| High-strength industrial parts | Reinforcement through geometry, not excessive wall thickness |
Draft angle guidelines for textured and non-textured parts
Draft angles help parts eject cleanly from the mold. Most molded parts need at least 1 to 2 degrees of draft per side. Textured surfaces often require more because the texture increases friction during ejection.
An automotive trim supplier may increase draft angles after testing textured surfaces. Without extra draft, cosmetic drag marks can appear during ejection, especially on deep features or glossy parts.
If you're refining geometry for manufacturability, this guide on plastic part geometry covers additional design considerations.
What are the best practices for ribs, bosses, and corners?
Ribs and bosses should strengthen parts without creating thick sections that cool unevenly. Gradual transitions, reinforced bosses, and proper rib thickness help prevent sink marks and stress concentration.
Ribs are often better than thick walls when additional stiffness is needed. Thick plastic sections cool unevenly and create visible defects. Properly sized ribs strengthen the part while maintaining more consistent cooling behavior.
Bosses also need careful support. Unsupported bosses may crack during assembly or distort during molding. A startup hardware company may delay tooling approval after a DFM review identifies unsupported screw bosses near a thin wall section.
Rib and Boss Design Checklist
- Keep rib thickness smaller than the adjoining wall
- Add fillets at rib bases to reduce stress concentration
- Reinforce tall bosses with supporting ribs
- Avoid sharp corners that interrupt material flow
- Use gradual radius transitions between wall sections
Corners matter more than many teams expect. Sharp internal corners increase stress and interrupt flow. Rounded transitions help material move more evenly through the cavity and reduce cracking risk later.
For more detailed feature planning, this resource on mold feature design explains how mold structures interact with part geometry.
How should material selection influence part design?
Material selection affects shrinkage, tolerances, cooling behavior, and mold design requirements. Teams should match resin properties to both product performance and manufacturability goals before tooling approval.
Material choice affects much more than strength. Different resins shrink differently during cooling, respond differently to heat, and require different processing conditions. Those variables directly influence tooling design and production consistency.
A material with higher shrinkage may require additional compensation during mold design. Another resin may need tighter process control to maintain cosmetic quality or dimensional stability.
Material Selection Decision Table
| Design Priority | Material Consideration |
|---|---|
| Cosmetic finish | Surface quality and flow behavior |
| Heat resistance | Thermal stability during use |
| Structural strength | Impact resistance and stiffness |
| Tight tolerances | Predictable shrinkage behavior |
| Outdoor use | UV and environmental resistance |
Tight tolerances should not be treated as default engineering practice. Many injection molded parts perform well with standard production tolerances and lower tooling complexity. Over-specifying precision often increases cost without improving functional performance.
This guide on material processing considerations explains how resin behavior affects production conditions and mold setup.
What tolerance guidelines prevent unnecessary tooling cost?
Tight tolerances increase tooling complexity, inspection requirements, and process variability. Most injection molded parts should use standard production tolerances unless the application requires critical precision features.
Every tolerance should have a reason behind it. Tight dimensions increase machining precision, mold complexity, process monitoring, and inspection requirements. They may also reduce production yield during high-volume manufacturing.
Many buyers unknowingly create unnecessary tooling costs by applying precision tolerances across an entire part instead of limiting them to functional areas.
Tolerance Comparison Table
| Tolerance Strategy | Production Impact |
|---|---|
| Standard production tolerance | Lower tooling cost and faster sampling |
| Tight cosmetic tolerance | More polishing and inspection |
| Tight assembly tolerance | Higher tooling precision required |
| Tight tolerance across full part | Increased production variability |
A connector housing may only need critical tolerances around mating features. The outer housing surfaces often do not require the same precision. Restricting tight tolerances to functional areas helps maintain reasonable tooling cost and production efficiency.
If your team is balancing cost against manufacturability, this article on manufacturing tolerance planning provides additional DFM guidance.
What should a proper injection molding DFM review include?
A proper DFM review checks whether the part can fill, cool, eject, and maintain tolerances consistently during production. It should identify geometry risks before mold steel is cut.
A strong DFM review is one of the best ways to prevent tooling revisions. It helps suppliers identify molding risks before machining begins, when changes are still manageable and affordable.
According to the Protolabs design for moldability toolkit, DFM analysis should evaluate geometry, material behavior, gate placement, cooling efficiency, and ejection performance.
Core DFM Review Areas
- Gate placement and material flow
- Cooling consistency across the cavity
- Ejection and draft angle validation
- Sink mark and warpage risk
- Rib and boss geometry review
- Parting line placement
- Tolerance feasibility
A common production delay happens when teams approve tooling before reviewing gate placement carefully. A later gate relocation may require re-machining steel and extending the sampling timeline by several weeks.
Speed-focused tooling schedules can also create unstable production launches if revision planning is compressed too aggressively. Fast timelines work best when designs are already mature and fully reviewed.
Questions buyers should ask during DFM approval
- Which areas are highest risk for sink or warpage?
- Are any features difficult to eject?
- Which dimensions are difficult to maintain consistently?
- Will cosmetic surfaces require additional draft?
- What revisions become expensive after steel cutting?
For a deeper review workflow, this guide on injection molding DFM analysis expands on manufacturability evaluation methods.
Which supplier questions prevent production delays?
Buyers should evaluate how suppliers handle DFM feedback, sampling revisions, mold maintenance, and production ramp-up. These operational details often affect timelines more than quoted tooling cost alone.
A supplier may offer competitive tooling pricing but still struggle during production ramp-up. Questions about workflow, communication, and revision handling often reveal more about long-term reliability than the initial quote.
Ask suppliers how they manage T1 sampling, tooling corrections, preventive maintenance, and process validation. Mold maintenance planning matters because worn tooling can affect consistency over long production runs.
Supplier Evaluation Checklist
| Question | Why It Matters |
|---|---|
| How are DFM revisions handled? | Prevents approval confusion |
| What is the T1 sampling timeline? | Sets realistic schedule expectations |
| What press sizes are available? | Confirms production compatibility |
| How are tooling repairs managed? | Reduces downtime risk |
| What quality checks are standard? | Improves consistency |
A supplier with a slightly longer lead time may still be the safer option if their DFM communication is stronger and their sampling process is more organized.
This overview of production workflow stages helps buyers understand how supplier coordination affects production readiness.
What production and sourcing risks should teams plan for?

Injection molding timelines often slip because of tooling revisions, delayed approvals, customs inspections, or unstable production ramp-up after sampling. Early planning reduces both cost risk and launch delays.
Most project delays happen after teams assume tooling is already “finished.” In reality, sampling, revisions, shipping, and production transfer can still create schedule instability long after steel cutting begins.
A post-steel design revision is one of the most expensive timeline disruptions. Even changing gate placement or adjusting a cosmetic feature may require reworking mold steel and restarting validation.
Why post-steel design changes create expensive delays
A medical enclosure project may pass initial CAD approval, then fail cosmetic review after T1 sampling. The revised gate location improves surface quality but adds several weeks to the tooling schedule because the cavity needs machining updates.
Those delays become more serious when overseas tooling shipments, customs clearance, or tariff-related inspections are involved. Industry reports from Aprios and shipping updates discussed by BAP Molding show how lead times can extend when production transfer and logistics planning are weak.
Injection Molding Delay Risk Table
| Risk Source | Typical Cause | Timeline Impact | Prevention Step |
|---|---|---|---|
| Tooling revision | Late geometry change | Multi-week delay | Finalize DFM early |
| Customs inspection | Incomplete paperwork | Shipping delay | Verify documentation |
| Poor sampling plan | Unclear approval process | Repeat sampling cycles | Define T1 expectations |
| Material change | Resin availability issue | Revalidation required | Lock material selection early |
| Production transfer | Inconsistent process setup | Startup instability | Standardize process controls |
An overseas tooling shipment may also face customs delays if sample declarations or commercial documentation are incomplete. Those risks are often ignored during early sourcing discussions, even though they directly affect launch schedules.
For teams managing supplier timelines, this guide to the tooling-to-production timeline explains how production stages connect from tooling approval through manufacturing ramp-up.
Getting the Next Step Right
Good injection molding guidelines are less about memorizing technical rules and more about making better production decisions before tooling starts. Teams that validate wall thickness, draft, tolerances, materials, and DFM feedback early usually avoid the most expensive revisions later.
Before approving tooling, review the part from both an engineering and production perspective. Ask suppliers difficult questions, challenge unnecessary tolerances, and confirm how revisions will be handled if sampling uncovers problems. Small decisions during design review often determine whether production stays stable or becomes expensive to fix later.
Frequently Asked Questions
What is the ideal wall thickness for injection molding?
The ideal wall thickness depends on the resin and part geometry, but consistency matters more than absolute thickness. Uniform walls reduce warpage, sink marks, and cooling imbalance during production.
How much draft angle is recommended for injection molded parts?
Most injection molded parts need at least 1 to 2 degrees of draft per side for smooth ejection. Textured surfaces and deeper features usually require additional draft to prevent drag marks and cosmetic damage.
Why is DFM important in injection molding?
DFM helps manufacturers identify filling, cooling, ejection, and tolerance risks before tooling begins. Early DFM review reduces revision costs and prevents avoidable production delays during sampling and ramp-up.
How long does it take to build an injection mold?
Production mold lead times commonly range from several weeks to several months depending on geometry, cavities, finish requirements, and tooling revisions. Design changes after steel cutting usually extend schedules further.
What causes sink marks in injection molding?
Sink marks usually occur when thick sections cool unevenly or ribs and bosses are oversized. Consistent wall thickness and gradual transitions help reduce the risk during molding.
What questions should buyers ask an injection molding supplier?
Buyers should ask about DFM review process, sampling workflow, press capability, revision handling, and mold maintenance planning. These factors strongly influence production stability and lead time reliability.
Share:


Written By miashuvo
NEWS
GET SERVICE
With quality parts to meet every budget and friendly staff trained to make your visit informative and hassle free.