









Plastic Injection Mold Components: Standard Parts Buyers Should Know
Plastic injection mold components include the core, cavity, runner system, cooling channels, ejector system, vents, and alignment parts that control part quality and mold performance. Buyers should focus on component precision, wear resistance, cooling efficiency, and maintenance accessibility because these factors directly affect mold lifespan, downtime, defect rates, and long-term tooling cost.
A mold can look well-built from the outside and still create expensive production problems. Most tooling issues start with component quality, alignment, cooling balance, or wear resistance. If you're sourcing a new mold, understanding how each component affects maintenance and production stability helps you avoid downtime, rejected parts, and early tooling replacement. This guide breaks down the standard parts buyers should evaluate before approving a mold build.
What are the main plastic injection mold components?
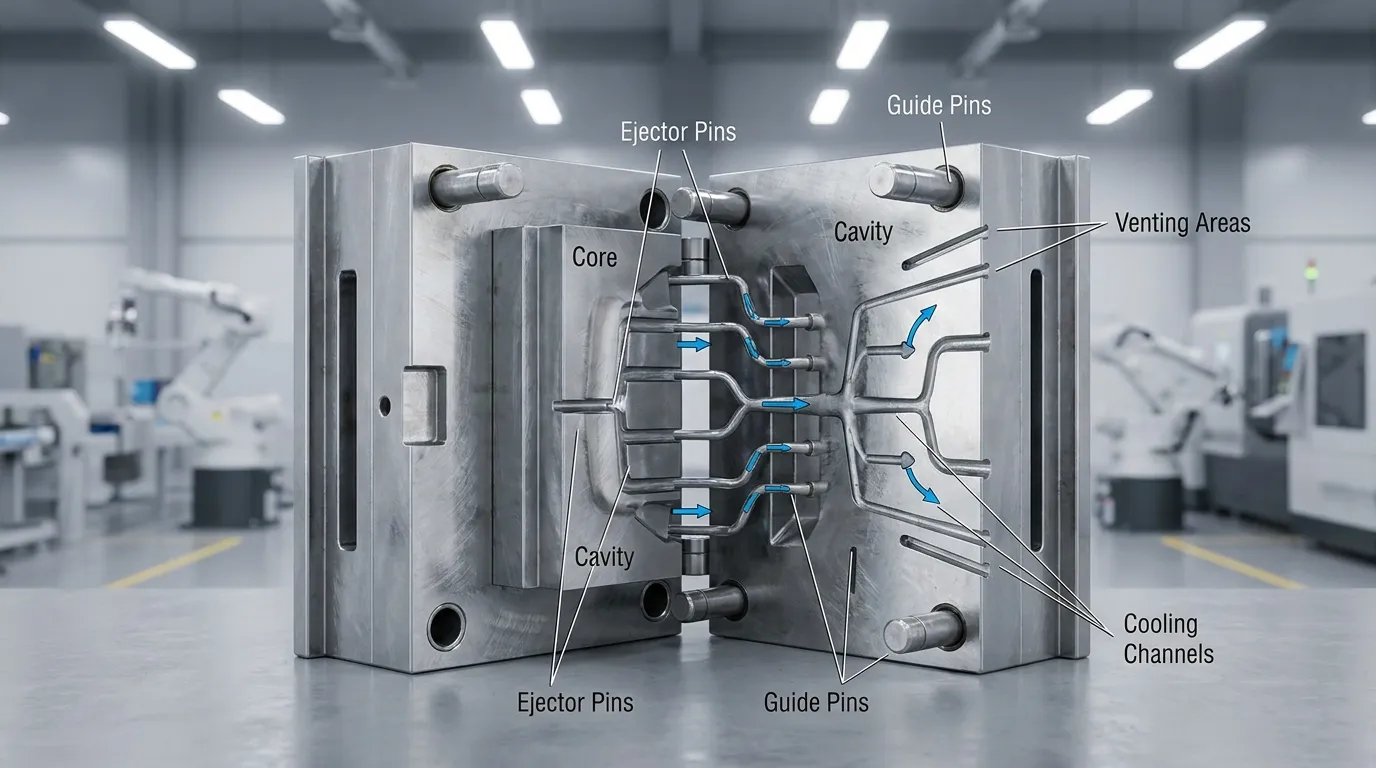
Plastic injection mold components include the mold base, core and cavity, runner system, ejector system, cooling channels, vents, and alignment parts. Each component affects part quality, cycle time, maintenance frequency, and overall mold lifespan.
Most injection molds use the same core systems, even when the finished products are very different. The mold base supports the structure, while the core and cavity shape the plastic part itself. The runner system moves molten plastic into the cavity, and the ejector system pushes the finished part out after cooling.
Cooling channels remove heat during production. Venting systems release trapped air that could otherwise create burn marks or incomplete filling. Guide pins and bushings keep both mold halves aligned during every cycle.
If you need a broader overview of how these systems fit together, Sunshine Pro’s complete mold components guide explains the full mold structure and production workflow.
Components that shape the plastic part
The core and cavity are the most critical shaping components. Their machining accuracy directly affects dimensions, surface finish, and part consistency. Gates and runners also influence filling pressure and material flow.
According to First Mold’s injection mold component guide, these systems work together to control how material enters and forms inside the mold.
Components that control cooling, ejection, and alignment
Cooling channels manage temperature during production. Ejector pins remove the finished part after solidification. Guide pins and bushings maintain alignment between moving mold halves.
You can explore more detailed mold component systems if you're comparing tooling configurations across suppliers.
| Component | Main Function | Buyer Concern |
|---|---|---|
| Core and cavity | Shape the product | Wear resistance |
| Runner system | Deliver molten plastic | Flow balance |
| Cooling channels | Remove heat | Cycle consistency |
| Ejector pins | Release finished parts | Wear frequency |
| Guide pins | Maintain alignment | Long-term precision |
| Venting system | Release trapped air | Defect prevention |
Which mold components affect mold life and part quality the most?
Core and cavity precision, cooling efficiency, venting quality, and guide alignment have the biggest impact on mold life and part consistency. Poor-quality components increase flash, short shots, wear, and unplanned maintenance.
Not every mold component deserves the same level of investment. Buyers should prioritize the systems that directly affect dimensional accuracy, heat control, and repeated mechanical movement.
The core and cavity usually see the highest pressure and repeated thermal cycling. Poor steel quality or weak machining tolerance in these areas can shorten mold life quickly. Even small alignment errors may lead to flash defects, uneven wear, or part inconsistency.
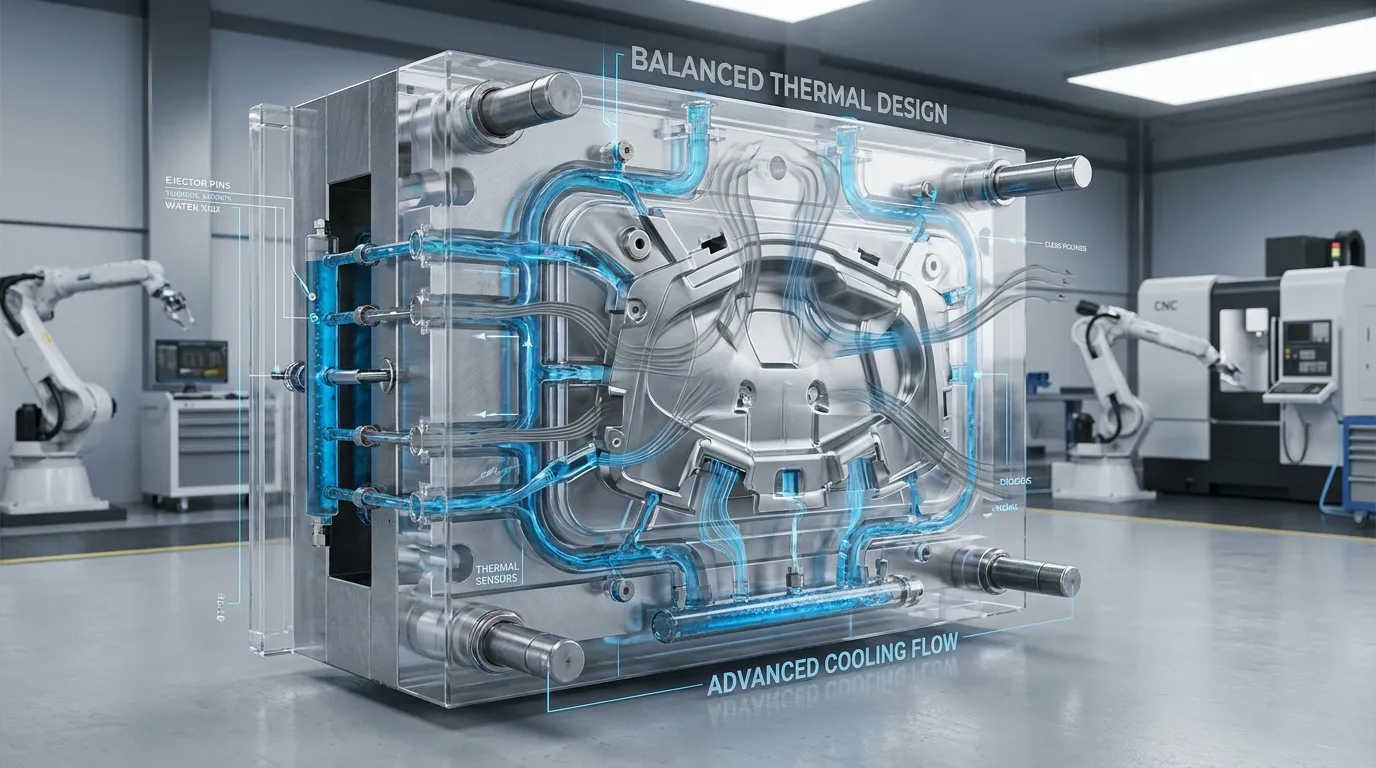
Cooling design also has a bigger impact than many buyers expect. A mold with balanced cooling often performs better over time than one with expensive cosmetic finishes but weak thermal control. That matters in high-volume production where cycle stability affects output every day.
RapidDirect’s mold component breakdown highlights how cooling, venting, and alignment systems affect molding stability and defect prevention.
| Component Area | Production Impact | Common Risk |
|---|---|---|
| Core and cavity | Part dimensions | Premature wear |
| Cooling channels | Cycle consistency | Warping |
| Venting system | Air release | Burn marks |
| Guide pins | Alignment | Flash defects |
| Ejector system | Part release | Sticking or damage |
Cheap wear components often create more long-term downtime than buyers expect. Saving money on guide systems or ejector hardware may reduce upfront tooling cost, but recurring maintenance usually costs far more during production.
If you're evaluating higher-grade tooling systems, Sunshine Pro’s precision mold parts page covers common precision component configurations.
What does each major mold component actually do?
Every major mold component controls a specific production task. Some manage material flow, while others handle cooling, alignment, or part release after molding.
Feed and runner components
The runner system moves molten plastic from the injection machine into the mold cavity. Gates control how material enters the cavity and affect filling speed, pressure, and surface finish.
Sprue bushings connect the machine nozzle to the runner system. Poor gate or runner design can create uneven filling, trapped air, or cosmetic defects.
Cooling, venting, and ejection components
Cooling channels remove heat from the mold after injection. Uneven cooling often causes shrinkage variation or warped parts. Venting systems release trapped gas during filling to prevent burn marks and incomplete shots.
Ejector pins push the finished part out after cooling. Weak ejector alignment can damage parts or create sticking during high-cycle production.
Guide pins and bushings keep both mold halves aligned during every cycle. Worn alignment systems commonly lead to flash defects near parting lines.
MoldPartner’s injection mold component guide explains how these systems work together during production.
Buyers comparing tooling layouts can review additional injection mold parts to better understand standard component configurations.
Which injection mold components usually wear out first?

Ejector pins, gates, slides, bushings, and high-friction inserts usually wear first because they face repeated movement, pressure, and heat exposure. These components often determine maintenance frequency and unexpected production downtime.
Wear rates depend on resin type, production volume, and mold design. Abrasive materials such as glass-filled plastics can accelerate wear on ejector systems, gates, and inserts much faster than standard resins.
A high-volume consumer electronics mold using abrasive resin may wear ejector pins within months if low-grade steel was selected. In many cases, the issue is not the mold design itself. The problem starts with material hardness and repeated friction during cycling.
Escatec’s injection molding guide notes that maintenance planning and component quality heavily influence mold longevity.
Mold Component Wear Risk Table
| Component | Common Wear Cause | Failure Symptoms | Replacement Frequency | Downtime Risk |
|---|---|---|---|---|
| Ejector pins | Friction and heat | Part sticking | High | Medium |
| Gates | High-pressure flow | Flash or uneven fill | Medium | Medium |
| Bushings | Repeated alignment movement | Misalignment | Medium | High |
| Slides and inserts | Side movement friction | Surface wear | High | High |
| Cooling channels | Scale buildup | Uneven cooling | Low | Medium |
Low-cost inserts are not always a bad choice. They can work well for short-run tooling or prototype programs where production cycles remain limited. For long production schedules, hardened components usually provide better long-term value.
You can compare common mold wear parts when evaluating maintenance planning and spare inventory needs.
Why do cooling and venting systems matter so much?
Cooling channels and venting systems directly affect cycle time, dimensional stability, and defect rates. Poor cooling creates warping and uneven shrinkage, while weak venting can trap air and cause burns or incomplete filling.
Cooling systems control how quickly heat leaves the mold after injection. Balanced cooling helps maintain consistent dimensions and stable production cycles. When cooling paths are uneven, one side of the part may shrink faster than the other.
That problem becomes expensive during long production runs. A medical molding supplier reduced cycle variation after redesigning cooling channels for more balanced heat removal. The mold itself did not change significantly, but cooling consistency improved part quality and reduced rejection rates.
Venting systems solve a different problem. Air trapped inside the cavity must escape during filling. Without proper venting, pressure builds inside the mold and creates burn marks, short shots, or trapped gas defects.
Elastron’s injection molding defect guide explains how poor cooling and venting contribute to common molding defects.
- Burn marks near the end of fill
- Uneven shrinkage
- Warped parts
- Random short shots
- Longer cooling cycles
- Inconsistent dimensions
What should buyers inspect before approving mold components?
Buyers should inspect steel grade, machining accuracy, cooling design, alignment precision, and replaceable wear parts before approving a mold. Early inspection reduces future downtime, defect risk, and repair costs.
Many tooling problems are easier to prevent before production starts. Buyers should review mold drawings, cooling layouts, wear components, and maintenance access before final approval.
Steel hardness matters because it affects wear resistance and long-term dimensional stability. Surface finish quality also affects part appearance and release consistency. Poor machining tolerance can create alignment issues that only appear after thousands of cycles.
A mold producing flash defects is often traced back to worn alignment components rather than machine settings. That’s why guide systems and bushings deserve careful inspection before acceptance.
Questions buyers should ask suppliers
- What steel grades are used for core and cavity sections?
- Are wear inserts replaceable?
- Which components are standardized?
- How are cooling channels balanced?
- What spare parts are recommended?
- Which components are expected to wear first?
Mold Component Inspection Checklist
| Inspection Area | What to Check | Why It Matters |
|---|---|---|
| Steel hardness | Material certification | Wear resistance |
| Surface finish | Polishing quality | Cosmetic consistency |
| Cooling layout | Balanced channel design | Stable cycle times |
| Alignment systems | Pin and bushing precision | Flash prevention |
| Replaceable inserts | Maintenance accessibility | Faster repairs |
| Spare parts | Standard component availability | Reduced downtime |
Rodon Group’s sourcing checklist provides additional supplier evaluation questions for tooling buyers.
For more examples of standard mold tooling, buyers can compare commonly used replaceable systems and wear components.
Are premium mold components always worth the cost?
Premium mold components are usually worth the cost for high-volume production, abrasive materials, and tight-tolerance parts. Lower-cost components may work for prototype or low-volume molds with limited production cycles.
Premium components make the biggest difference when molds run continuously or process abrasive materials. Hardened inserts, precision guide systems, and high-grade cooling hardware usually reduce maintenance frequency in demanding production environments.
That does not mean every project needs top-tier tooling. A low-volume prototype mold with limited production cycles may never recover the added cost of premium wear systems. In those cases, simpler components often make financial sense.
If-Then Buyer Comparison
| Production Condition | Better Option | Reason |
|---|---|---|
| High-volume production | Premium components | Longer wear life |
| Abrasive resin | Hardened inserts | Reduced friction wear |
| Tight tolerances | Precision alignment systems | Better consistency |
| Prototype tooling | Standard-grade parts | Lower upfront cost |
| Short production runs | Lower-cost inserts | Faster ROI |
Cheap ejector and guide systems often create repeated downtime during long production runs. The upfront savings may disappear quickly once maintenance interruptions begin affecting output.
Escatec’s tooling overview discusses how tooling choices influence maintenance and long-term operating cost.
If you're comparing tooling grades, Sunshine Pro’s tooling component guide can help identify where higher-spec parts matter most.
How can standardized mold components reduce downtime and sourcing delays?
Standardized mold components simplify maintenance, shorten replacement lead times, and reduce sourcing risk. Buyers using standardized systems can replace wear parts faster and minimize production interruptions during supply-chain delays.
When molds rely on custom-only hardware, repairs often take longer and cost more. Standardized guide pins, bushings, ejector systems, and inserts are easier to source locally or through multiple suppliers.
That flexibility becomes important during customs delays or international shipping disruptions. A buyer avoided six weeks of downtime because standardized bushings and guide pins were available from a local distributor instead of requiring overseas replacement orders.
Standardization also simplifies spare inventory planning. Maintenance teams can stock fewer unique parts across multiple molds, which lowers inventory complexity and speeds up repairs.
Buyers planning long-term production should review standardized mold systems before approving custom tooling configurations.
If you need a broader process-level overview, Sunshine Pro’s plastic injection mold guide explains how tooling systems connect to production planning and mold maintenance.
Getting the Next Step Right
Choosing the right plastic injection mold components is less about buying the most expensive mold and more about matching component quality to production reality. High-volume programs, abrasive resins, and tight tolerances usually justify stronger wear systems and precision cooling designs. Prototype tools and short-run molds often need a different balance.
Before approving a mold, focus on cooling layout, wear components, alignment systems, and maintenance accessibility. Those details usually decide whether a mold runs reliably for years or becomes a constant repair problem.
Frequently Asked Questions
What are the main components of a plastic injection mold?
The main components include the mold base, core and cavity, runner system, ejector system, cooling channels, vents, and guide components. Each part supports molding accuracy, cooling efficiency, part release, or mold alignment.
Which mold components wear out fastest?
Ejector pins, gates, bushings, slides, and inserts usually wear fastest because they experience repeated movement, heat, and friction. These components often require the most frequent inspection and replacement.
Why are cooling channels important in injection molds?
Cooling channels control heat removal and cycle consistency during molding. Poor cooling design can increase warping, shrinkage variation, and production delays.
How long does an injection mold last?
Injection mold lifespan depends on steel quality, resin abrasiveness, maintenance practices, and production volume. Well-maintained hardened steel molds can last hundreds of thousands or even millions of cycles.
What causes defects in injection molding molds?
Common mold-related defects come from poor venting, cooling imbalance, worn ejector systems, or alignment problems. These issues can create flash, burn marks, short shots, or dimensional inconsistency.
Are premium mold components necessary for every project?
Premium components are most valuable for high-volume production, abrasive resins, and tight-tolerance applications. Lower-cost components may be acceptable for prototypes or short-run tooling.
Share:


Written By miashuvo
NEWS
GET SERVICE
With quality parts to meet every budget and friendly staff trained to make your visit informative and hassle free.